38 |
40 |
45 |
46 |
47 |
64 |
97 |
116 |
117 |
118 |
119 |
120 |
121 |
122 |
123 |
124 |
125 |
126 |
127 |
128 |
129 |
130 |
131 |
132 |
143 |
144 |
145 |
146 |
155 |
156 |
157 |
--------------------------------------------------------------------------------
/01~3DP 成型工艺/02~光固化/SLA/打印精度/99~参考资料/2020~LiqCreate~树脂 3D 打印中的抗锯齿 (AA) 和模糊.md:
--------------------------------------------------------------------------------
1 | # 树脂 3D 打印中的抗锯齿 (AA) 和模糊
2 |
3 | 几种 3D 打印技术,例如 [SLA、MSLA 和 DLP](https://www.liqcreate.com/zh-CN/支持文章/sla-dlp和lcd-3d打印机有什么区别/) 用于逐层固化感光树脂,形成 3D 打印物体。为了获得 3D 打印部件,DLP 打印机使用 [DMD 芯片](https://www.liqcreate.com/zh-CN/支持文章/解释了-2k-4k-8k-分辨率-3d-打印机和树脂/) 以暴露每一层中的正确像素。在 MSLA 3D 打印机中,这是通过 LCD 屏幕完成的。两个图像都是由像素组成的。每个像素都可以单独打开或关闭。在打开的像素处,光源将暴露树脂,使其局部固化。关闭的像素会阻挡光线,树脂不会固化。因此,当近距离观察表面时,完美的印刷品将始终具有像素化表面。可以使用抗锯齿 (AA) 和模糊等新的曝光技术来减少像素化。但是,如果使用不当,会降低尺寸精度或产生不良的表面光洁度。
4 |
5 | _来自 formlabs 的图片:DLP 投影仪中的像素与其激光技术相比。一个_ _DLP 使用数字投影仪在整个平台上一次投影每一层的单个图像。由于每一层的图像都是数字显示的,所以它是由许多正方形像素组成的。_
6 |
7 | ## 什么是抗锯齿 (AA) 和模糊?
8 |
9 | 网上有很多信息,例如软件开发人员 [奇图盒](https://www.chitubox.com/en/article/support/indepth/technology/52). 由于并非所有信息都清楚,我们决定执行我们自己的测试并将结果发布在本文中。很多理论都是基于 Autodesk Ember 团队进行的研究。他们研究了如何制作单个体素以及灰度如何工作。他们将像素从深灰色(几乎是纯黑色)排列到纯白色以固化树脂。他们的研究表明,当灰度级低于某个值时,不会有反应(固化)。但是,从深灰色到一定的临界亮度,树脂中开始形成半圆形的固化部分。在实践中,灰色像素(半圆形固化体素)将合并到相邻(完全固化)体素中。通过控制像素的亮度,可以产生任意大小的体素,并且可以达到亚像素精度(理论上)。在下面的视频中了解有关 Autodesk 测试和理论的更多信息。
10 |
11 | 像 EnvisionTEC / ETEC 等具有封闭 DLP 系统的公司一直在使用此系统和类似系统 [像素操作](https://patents.google.com/patent/EP1894705B1/en) 工具很长一段时间来实现更高分辨率的打印。直到最近它才被集成到开放式树脂 3D 打印机中,值得在切片机中输入随机值之前阅读结果。
12 |
13 | ## 抗锯齿 (AA) 和模糊的测试设置 Liqcreate 树脂。
14 |
15 | 对于这个测试,我们选择了一个完全开放的树脂 3D 打印机,[Elegoo Mars 3](https://www.elegoo.com/collections/3d-printing?gclid=CjwKCAiAvaGRBhBlEiwAiY-yMKeegCmlIBXUK3Ww8bfkj8clZlDtb3clYstNJ7AFkNiSMPbLGYH_CBoCls8QAvD_BwE) 与...结合 [Liqcreate Clear Impact](https://www.liqcreate.com/zh-CN/ 产品展示/clear-impact/). 每次测试都使用 50 微米设置 [设置数据库](https://www.liqcreate.com/zh-CN/支持文章/3D打印参数-elegoo-mars-3/). Chitubox 软件(免费版)和 Elegoo Mars 3 固件更新到最新版本(Chitubox V1.9.1 和 Mars 3 [firmware V4.5.0-1.0-e13_LCDE1_4098X2560_F21.28](https://www.elegoo.com/blogs/3d-printing/mars-3-3d-printer-support-files))。Chitubox 有两个设置可以设置为 Mars 3. 首先是抗锯齿 (AA),可以关闭,或设置为灰度 0 到 8 之间的数字。此外,可以关闭模糊的级别,或设置在因子 2 或 4 之间。
16 |
17 | ## 抗锯齿和模糊如何用于树脂 3D 打印?
18 |
19 | 像素化表面在打印部件的弯曲区域最为明显。我们在这个测试中使用了一个 50 毫米高的半球体。在本文后面显示切片图像时,它始终位于零件弯曲区域的球体的一半。
20 |
21 | __
22 |
23 | _图像:半球体和半球体的横截面。_
24 |
25 | 让我们看看使用抗锯齿 (AA) 和模糊设置在 Chitubox 中生成什么样的图像。关闭 AA 和模糊时的原始切片图像如下所示。纯黑白像素。
26 |
27 | 
28 |
29 | _图像:关闭 AA 和模糊时的纯黑白像素。_
30 |
31 | 当关闭 AA 和 Blur 时,球形看起来会像下图那样像素化。
32 |
33 | __
34 |
35 | _图像:切片器将计算每一层的像素,结果是一个像素化的表面,尤其是对于球形形状可见。_
36 |
37 | 这个像素化的表面可以通过抗锯齿(灰度)和模糊设置进行操作,如果使用得当的话。在下图中,您可以看到选择抗锯齿选项时灰度的作用。G0 表示灰度级 0(这是最低灰度级),数字越大表示灰度级越高。在图像中,可以看到外边缘获得了额外的灰色像素层。在灰度 2 之前,灰度的数量会增加,而从灰度 3 起,只有像素的强度更亮。在灰度 8 下,所有像素又是黑白的,这完全没用。在所有情况下,模糊功能都已关闭。
38 |
39 | 
40 |
41 | 让我们看看模糊功能是如何工作的。在此示例中,在灰度 0 上启用了抗锯齿 (AA) 选项,并且模糊功能从左侧的 Blur off 更改为右侧的 Blur 4。
42 |
43 | 
44 |
45 | _图像:切片文件的示例是在灰度级别 0 上启用了抗锯齿 (AA) 选项。模糊级别从左侧的模糊关闭变为右侧的模糊 4。_
46 |
47 | 正如在前面的测试中看到的,灰度函数将只操纵外部像素的灰度。模糊功能将控制有多少外层会受到灰度的影响。需要注意的是,在高度模糊的情况下,灰度同时开始向内渲染,导致中心区域的原始白色像素变为灰色。这可能会导致光功率不足,并可能导致固化问题。选择图像模糊级别时,请注意选择较高级别。
48 |
49 | ## 打印机如何响应抗锯齿和模糊?
50 |
51 | 很高兴看到 Chitubox 切片器在抗锯齿和模糊方面工作得非常好,但硬件也能正常工作也很重要。在一个 [从 2021 年 XNUMX 月开始学习](https://www.reddit.com/r/AnycubicPhoton/comments/lcpfxk/anycubic_photon_mono_antialiasing/),一个 Anycubic Photon Mono 用户在他们的打印机上尝试了抗锯齿,发现特定的打印机没有按预期工作。打印机不是灰度级,而是将灰度级解释为 100% 亮度下的较短曝光时间。虽然它应该是在较低亮度下的 100% 曝光时间。
52 |
53 | 随着 [来自 Github 的 UV 工具](https://www.liqcreate.com/zh-CN/支持文章/解释了在树脂-3D-打印中测试的抗锯齿-aa-和模糊/Release-v2.29.0-·-sn4k3/UVtools-·-GitHub),我们设计了一个不同灰度等级的文件来测试是否更新了 Elegoo Mars 3 会妥善处理。
54 |
55 | __
56 |
57 | _图像:具有不同灰度/亮度级别的设计文件_
58 |
59 | __
60 |
61 | _图片: Elegoo Mars 3 启用抗锯齿 (AA) 或灰度级时,一次曝光 3 个不同的亮度级别。_
62 |
63 | 从上面的图像和测试可以看出,灰度在最新版本的 Elegoo Mars 3 与 Chitubox 结合使用。下一步是查看实际结果。
64 |
65 | ## 树脂 3D 打印在实践中的抗锯齿
66 |
67 | 本文测试了 18 种不同的配置,总打印时间超过 144 小时。我们从参考开始,使用各种不同的 AA 和模糊设置以 50 微米的层厚对半球体进行切片。关闭抗锯齿功能后,可以看到像素化表面。
68 |
69 | __
70 |
71 | _图像:抗锯齿关闭,结果是像素化表面(AA=关闭;B=关闭)。左边是 3D 打印的零件,右边是零件中间的切片层的横截面。_
72 |
73 | __
74 |
75 | _图像:抗锯齿在 0 级打开,模糊关闭 (AA0;B0)。左边是 3D 打印的零件,右边是零件中间的切片层的横截面。_
76 |
77 | __
78 |
79 | _图像:抗锯齿在 1 级打开,模糊关闭 (AA1;B0)。左边是 3D 打印的零件,右边是零件中间的切片层的横截面。_
80 |
81 | __
82 |
83 | _图像:抗锯齿在 2 级打开,模糊关闭 (AA2;B0)。左边是 3D 打印的零件,右边是零件中间的切片层的横截面。_
84 |
85 | __
86 |
87 | _图像:抗锯齿在 3 级打开,模糊关闭 (AA3;B0)。左边是 3D 打印的零件,右边是零件中间的切片层的横截面。_
88 |
89 | __
90 |
91 | _图像:抗锯齿在 4 级打开,模糊关闭 (AA4;B0)。左边是 3D 打印的零件,右边是零件中间的切片层的横截面。_
92 |
93 | __
94 |
95 | _图像:抗锯齿在 5 级打开,模糊关闭 (AA5;B0)。左边是 3D 打印的零件,右边是零件中间的切片层的横截面。_
96 |
97 | __
98 |
99 | _图像:抗锯齿在 6 级打开,模糊关闭 (AA6;B0)。左边是 3D 打印的零件,右边是零件中间的切片层的横截面。_
100 |
101 | __
102 |
103 | _图像:抗锯齿在 7 级打开,模糊关闭 (AA7;B0)。左边是 3D 打印的零件,右边是零件中间的切片层的横截面。_
104 |
105 | __
106 |
107 | _图片:抗锯齿在 max 级别(级别 8)和模糊关闭(AA8;B0)。左边是 3D 打印的零件,右边是零件中间的切片层的横截面。_
108 |
109 | ## 关于抗锯齿(灰度)的结论
110 |
111 | 不幸的是,很难在图片中捕捉像素并在相似条件下比较所有部分。当查看彼此相邻的部件时,在启用抗锯齿并关闭模糊时,所有部件的表面上都有可见的像素。查看部件上侧的像素,抗锯齿级别 2 和 3 表现最佳,抗锯齿级别 7、8 和关闭时表现最差。让我们看看如果我们将它与模糊结合会发生什么。
112 |
113 | ## 在实践中使用树脂 3D 打印进行模糊处理
114 |
115 | 在抗锯齿(或灰度)旁边,大多数基于树脂的 3D 打印机都提供模糊选项。抗锯齿会影响对象周围的外部像素层,并创建不同级别的灰度像素。Blur 功能将与 Anti-Aliasing 一起使用,并将影响多少外部像素获得灰度。在这个测试中,模糊级别 2 是在不同级别的抗锯齿之上测试的。模糊级别 2 是撰写本文时可用的最低模糊级别。更高的级别也倾向于向内渲染并且未经测试。
116 |
117 | __
118 |
119 | _图片_: _在最低级别(级别 0)进行抗锯齿,在级别 2 进行模糊处理(AA0;B2)。左边是 3D 打印的零件,右边是零件中间的切片层的横截面。_
120 |
121 | __
122 |
123 | _图片_: _级别 1 的抗锯齿和级别 2 的模糊 (AA1;B2)。左边是 3D 打印的零件,右边是零件中间的切片层的横截面。_
124 |
125 | __
126 |
127 | _图片_: _级别 2 的抗锯齿和级别 2 的模糊 (AA2;B2)。左边是 3D 打印的零件,右边是零件中间的切片层的横截面。_
128 |
129 | __
130 |
131 | _图片_: _级别 3 的抗锯齿和级别 2 的模糊 (AA3;B2)。左边是 3D 打印的零件,右边是零件中间的切片层的横截面。_
132 |
133 | __
134 |
135 | _图片_: _级别 4 的抗锯齿和级别 2 的模糊 (AA4;B2)。左边是 3D 打印的零件,右边是零件中间的切片层的横截面。_
136 |
137 | ## 关于抗锯齿 (AA) 和模糊的结论
138 |
139 | AA 和 Blur 有助于减少树脂 3D 打印部件的像素化。应根据树脂和应用研究最佳设置是什么。通过切换抗锯齿 (AA) 并关闭模糊可以获得最佳精度,但是当树脂正确拨入时,像素将可见。
140 |
141 | 如果需要减少像素化,最好将灰度级保持在 0 到 4 之间,或者关闭模糊,或者使用 max 最多 2 级模糊。使用抗锯齿和模糊时,表面将具有较少定义的像素,并且可能会出现一些其他小的缺陷,例如模糊表面的条纹。
142 |
143 | 查看我们的结果,我们是否使用过 [Liqcreate Clear Impact](https://www.liqcreate.com/zh-CN/ 产品展示/clear-impact/) 树脂上 Elegoo Mars 3 和 Chitubox 作为切片机。我们发现最好的结果是抗锯齿(灰度)级别为 3 与模糊级别 2 相结合。一些较小的细节(在像素级别)与像素一起被冲掉。如果这对您的应用程序来说是可以接受的,那么可以选择使用抗锯齿和模糊设置。
144 |
--------------------------------------------------------------------------------
/header.svg:
--------------------------------------------------------------------------------
1 |
--------------------------------------------------------------------------------
/01~3DP 成型工艺/99~参考资料/2022~浅谈 3D 打印技术.md:
--------------------------------------------------------------------------------
1 | # 浅谈 3D 打印技术
2 |
3 | 3D 打印技术的应用始于 20 世纪 80 年代,涵盖产品开发、数据可视化、快速成型和特殊产品制造领域。如今随着技术的不断发展,3D 打印也衍生出涵盖建筑、工程建造(AEC)、工业设计、汽车、航空、军事等领域的应用服务。本篇文章将带大家走进 3D 打印技术,在深入研究各项打印技术原理的同时,也会从各个打印切片软件的特性及如何提高打印质量等方面展开漫谈,最后一起探讨 3D 打印技术应用于建筑或者测绘项目中的可能性。
4 |
5 | # 3D 打印技术简述
6 |
7 | 3D 打印也被称为增材制造(Additive Manufacturing, AM),可指任何打印三维物体的过程。打印的过程首先来源于一个 3D 模型,该模型可以经各类 3D 软件建模得出,或者通过三维扫描仪扫描而得。所得的模型经过转换后,变成可被切片软件读取的文件格式,例如 STL./OBJ.等。在切片软件的帮助下,三维模型分区成逐层的截面,即切片,从而指导打印机逐层打印。打印机读取切片文件后,即可打出想要的 3D 模型【1】。
8 |
9 | 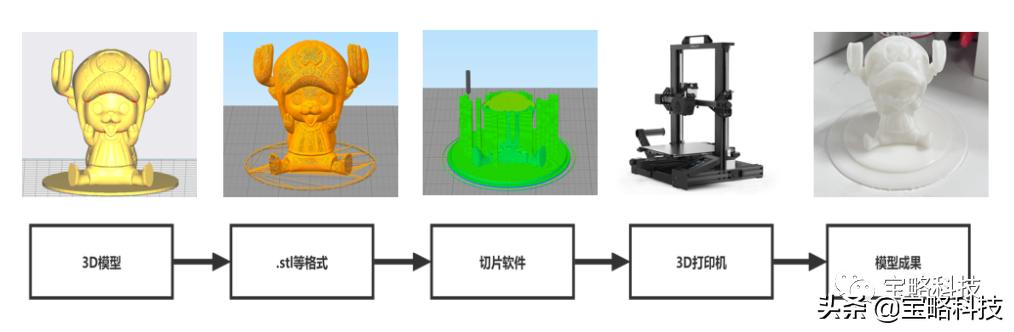
10 |
11 | 3D 打印技术根据层叠方法和使用材料的不同,也分为不同的种类。接下来就市场上主流的几种增量工艺进行阐述。
12 |
13 | ## 立体光刻技术(SLA)
14 |
15 | 光固化 3D 打印(激光扫描)成型,最早起源于上世纪 80 年代,也是世界上最早且较为成熟的一种快速成型技术之一【2】。下图是关于 SLA 技术工作原理的示意图,一定波长的紫外光(250 nm ~ 400 nm)经过振镜投射到液态树脂表面,引起光聚合反应,以由点到线、由线到面的顺序凝固,一层层的层截面叠加绘制,最终逐层打印完成 3D 立体模型。
16 |
17 | 
18 |
19 | ## 熔融沉积成型技术(FDM)
20 |
21 | 熔融沉积成型(FDM)是上世纪八十年代末产生的技术。FDM 的工作原理是,将丝状的热塑性材料通过喷头加热熔化。喷头底部带有微细喷嘴(直径一般为 0.2 ~ 0.6mm),在计算机控制下,喷头会根据 3D 模型的数据移动到指定位置,将熔融状态下的液体材料挤喷出来并最终凝固。材料被喷出后沉积在前一层已固化的材料上,通过材料逐层堆积形成最终的成品【3】。
22 |
23 | 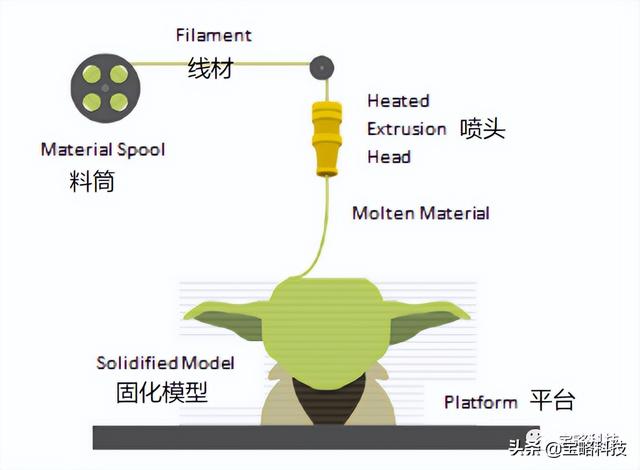
24 |
25 | ## 选择性激光烧结技术(SLS)
26 |
27 | 选择性激光烧结(Selective Laser Sintering, SLS),主要是利用粉末材料在激光照射下高温烧结的基本原理,通过计算机控制光源定位装置实现精确定位,然后逐层烧结堆积成型。其工作原理是先用铺粉滚轴铺一层粉末材料,通过打印设备里的恒温设施将其加热至恰好低于该粉末烧结点的某一温度,接着激光束照射在粉层上,使被照射的粉末温度升至熔化点之上,进行烧结并与下面已制作成形的部分实现黏结。当一个层面完成烧结之后,打印平台会下降一个层厚的高度,铺粉系统继续为打印平台铺上新的粉末材料,然后控制激光束再次照射进行烧结,如此循环往复,层层叠加,直至完成整个三维物体的打印工作【4】。
28 |
29 | 
30 |
31 | ## 分层实体成形技术(LOM)
32 |
33 | 分层实体成形又称层叠成形法(Laminated Object Manufacturing, LOM),以薄片材(如纸片、塑料薄膜或复合材料)为原材料,通过薄片材进行层叠加与激光切割而形成模型。其成形原理为激光切割系统按照计算机提取的横截面轮廓数据,将背面涂有热熔胶的片材用激光切割出模型的内外轮廓。切割完一层后,工作台会下降一层高度,在刚形成的层面上叠加一层新的片材,并利用热粘压装置使之粘合在一起【5】。
34 |
35 | 
36 |
37 | ## 数字光处理 (DLP)
38 |
39 | 数字光处理(Digital Light Processing , DLP),该技术是业界公认的第二代光固化成型技术,距今已有 20 多年的发展历史。DLP 技术主要是通过投影仪来逐层固化光敏聚合物液体,从而创建出 3D 打印对象的一种快速成型技术。这种成型技术首先利用切片软件把模型切薄片,投影机播放幻灯片,每一层图像在树脂层很薄的区域产生光聚合反应固化,形成零件的一个薄层,然后成型台移动一层,投影机继续播放下一张幻灯片,继续加工下一层,如此循环,直达打印结束,所以不但成型精度高,而且打印速度也非常快【6】。
40 |
41 | 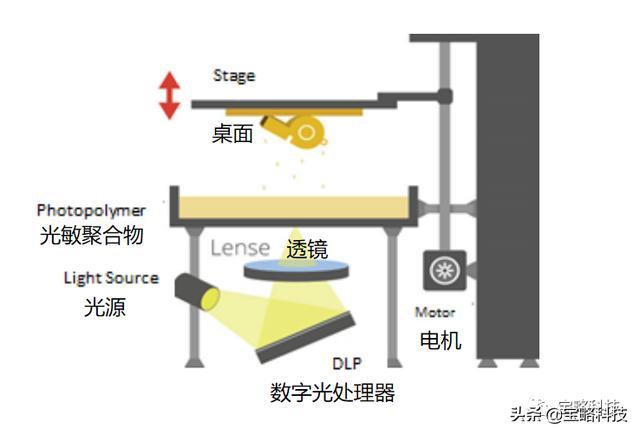
42 |
43 | ## 选择性区域光固化技术(LCD)
44 |
45 | LCD 在 3D 打印技术中是新兴技术,近几年开始流行起来,成本大大降低,入手门槛触手可及,精度媲美 DLP,它使用紫外线照射固化树脂作为成型方式。LCD 3D 打印机工作原理是利用液晶屏 LCD 成像原理,在计算机及显示屏电路的驱动下,由计算机程序提供图像信号,在液晶屏幕上出现选择性的透明区域,紫外光透过透明区域,照射树脂槽内的光敏树脂耗材进行曝光固化,每一层固化时间结束,平台托板将固化部分提起,让树脂液体补充回流,平台再次下降,模型与离型膜之间的薄层再次被紫外线曝光。由此逐层固化上升打印成精美的立体模型【7】。
46 |
47 | 
48 |
49 | ## 对比
50 |
51 | 根据每种打印技术的优点及其局限性,不同的打印技术可被选择用来打印不同的物体以达到最佳效果。综合上述的六种 3D 打印技术,本文就应用范围、总体准确性、材料选择和后处理需求四个方面来进行比较。
52 |
53 | 
54 |
55 | # 实 验
56 |
57 | **3.1 背景**
58 |
59 | 对于 3D 打印技术应用而言,软件、硬件、材料是最重要的三个基础环节。软件作为其中之一,其类型覆盖 CAD 建模、CAM 数据预处理、CAE 仿真、生产管理等多方面。市面上最热门的针对 FDM 的 3D 打印数据软件主要有三款,分别是 Cura、PrusaSlicer 还有 Simplify3D【8】,下面简单带大家了解一下这三款软件。
60 |
61 | **3.1.1 Cura**
62 |
63 | Cura 是一款由 Ultimaker 开发的免费开源 3D 打印切片软件,速度快、切片稳定,可跨平台支持多种操作系统。凭借上手度高、专业性强等优点,Cura 快速成为打印切片软件中的佼佼者。Cura 的功能分为模型切片和打印机控制两大部分,操作界面简单明了,对每个参数都提供了详尽的提示,非常容易上手。虽由 Ultimaker 开发,但支持绝大多数桌面 3D 打印机。
64 |
65 | 
66 |
67 | 图 8 creality slicer 4.2 操作界面(内核为 Cura)
68 |
69 | **3.1.2 PrusaSlicer**
70 |
71 | PrusaSlicer 是一款基于 Slic3r 二次开发的免费开源 3D 打印切片软件,曾被称为 Slic3r Prusa Edition 或 Slic3r PE。此前 Slic3r 虽功能强大、用途广泛,但某些功能很难使用,基于其开发的 PrusaSlicer 则具有简洁的用户界面,分为了模型摆放区、打印设置区、材料设置区以及打印机设置区,清晰明了,操作效率大大提升。同时,该软件支持 FDM/FFF、LCD、DLP 打印工艺数据处理,同时内置第三方打印机配置文件,软件可设置为中文,用户可快速上手。
72 |
73 | 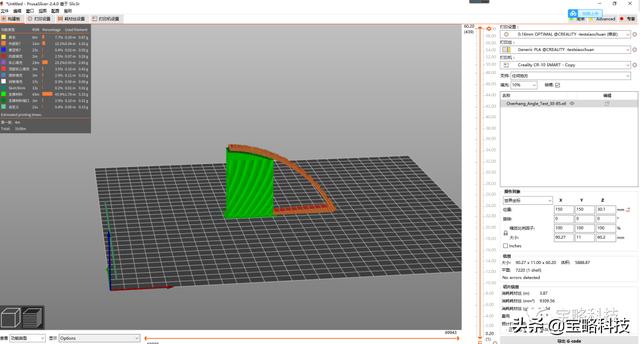
74 |
75 | 图 9 PrusaSlicer2.4.0 操作界面
76 |
77 | **3.1.3Simplify3D**
78 |
79 | Simplify3D 是用于桌面级 3D 打印的集成软件解决方案,功能强大,在国内也颇受欢迎。Simplify3D 的相对于其他切片软件,切片速度极快。而且 Simplify3D 的参数控制窗口采用选项卡模式,具有更好的用户体验。软件所持有的模拟功能也更为详细,可以使用户在打印之前看到所有的设定信息,如打印速度、顺序等,以便发现在打印过程中的问题。针对多喷头打印可同时支持 6 种以上材料打印,这为诸如颜色混合或定制材料属性的应用提供了更大的自由度。
80 |
81 | 
82 |
83 | 图 10 Simplify3D 操作界面
84 |
85 | **3.2 实验内容**
86 |
87 | 实验中采用的 3D 打印机为创想三维旗下的 CR-10Smart,该机型成型技术为 FDM,打印尺寸为 300*300*400mm,打印材料为 PLA1.75mm。实验从五个方面进行比较分析,前四个分别为 3D 打印切片软件、填充图案、回抽距离和悬挂角度。最后一个为 FDM 和 LCD 打印机模型的对比。
88 |
89 | **3.2.1 实验一:软件对比实验**
90 |
91 | 第一个实验将针对同个模型,分别用 3 款切片软件:Creality Slicer、PrusaSlicer、Simplify3D 进行切片后,放入打印机中打印得到模型,最后对模型效果、打印速度、耗材量等方面进行分析比对。该实验采用的是小船测试模型,模型大小为 X:50mm、Y:25.84mm、Z:40mm,模型效果如下图所示。
92 |
93 | 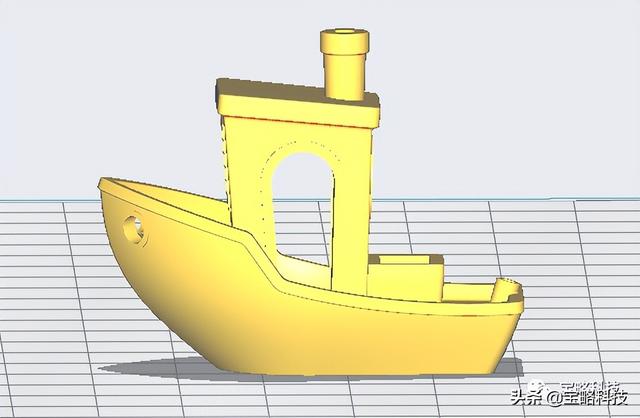
94 |
95 | 图 11 小船测试模型
96 |
97 | 切片软件参数的设置会对模型最终的打印效果产生重大影响,现将三款软件的主要参数设置为一致,参数列表如下图所示。
98 |
99 | 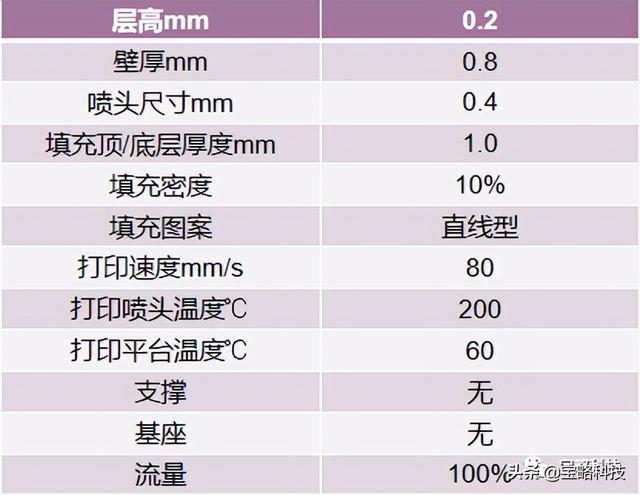
100 |
101 | 表 2 3D 切片软件基本参数
102 |
103 | 实验结果如下图所示,Prusaslicer 打印时间为 1h0min,耗材量为 7.03g;Creality Slicer 打印时间为 1h7min,耗材量为 7g 左右;Simplify3d 打印时间为 0h50min,耗材量为 7.04g。
104 |
105 | 模型效果而言,Prusaslicer 打印的小船模型侧面线性纹理较为明显,无明显斑点。顶部轮廓较为光滑,未出现明显空隙。底部文字较为清晰。
106 |
107 | Creality Slicer 打印的小船模型侧面线性纹理较为明显,有明显斑点。侧面船身部分层出现空隙,顶部轮廓较为光滑,未出现明显空隙。底部文字较为清晰。
108 |
109 | Simplify3D 打印的小船模型侧面线性纹理不明显,无明显斑点。顶部轮廓较为光滑,但出现些许空隙。底部文字非常清晰。
110 |
111 | 
112 |
113 | 
114 |
115 | > 3D 打印规模增速快 打印材料丰富多样成为重要助推力
116 | >
117 | > 受益于 3D 打印技术的进步以及市场需求的爆发,3D 打印行业进入快速成长期,进而也拉动与其相关的 3D 打印机附件、3D 打印材料以及 3D 打印服务等产业链的发展。特别是 3D 打印材料产业规模不断扩大,种类日趋丰富,正成为 3D 打印技术的重要推动力。 随着 3D 打印
118 |
119 | 
120 |
121 | 图 12 模型侧立面对比图
122 |
123 | 
124 |
125 | 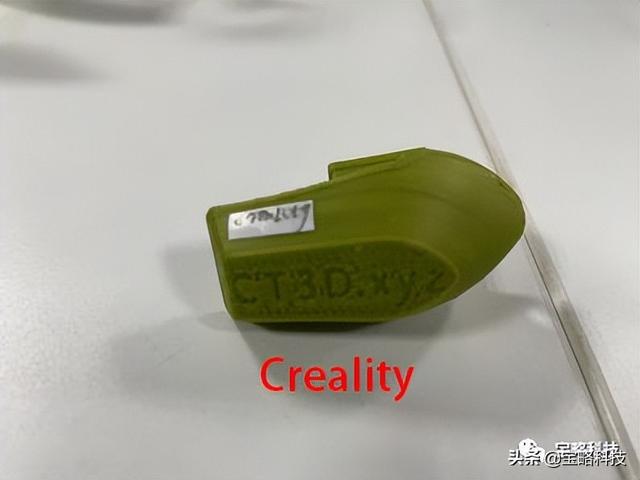
126 |
127 | 
128 |
129 | 图 13 模型底面对比图 图 13 模型底面对比图
130 |
131 | 
132 |
133 | 
134 |
135 | 
136 |
137 | 图 14 模型顶面对比图
138 |
139 | **3.2.2 实验二:填充实验**
140 |
141 | 接下来的实验围绕填充图案进行比较分析。填充的主要目的是为顶层提供内部支撑,避免顶层和底层之间出现空白间隙。填充还影响打印速度、结构强度、耗材消耗甚至打印模型的外观【9】。打印不同模型时,可能需要不同的填充图案和填充率。下面就不同的填充图案,对于模型打印时间、耗材消耗以及结构强度的影响进行分析。
142 |
143 | 实验模型为一个长方体,XYZ 尺寸为 40mm、40mm、10mm,切片软件将使用 Prusaslicer,打印机为 CR-10Smart。填充图案为软件中流行的 6 种图案,分别为直线、网格、三角形、蜂、3d 蜂窝、回环。
144 |
145 | 
146 |
147 | 图 15 prusaslicer 填充图案展示
148 |
149 | 
150 |
151 | 图 16 实际模型展示
152 |
153 | 实验结果,直线、网格和三角形打印时间一致为 23min,蜂窝、3d 蜂窝和回环打印时间加长 1 分钟为 24min。耗材量三角形最省,消耗材料为 5.07g,蜂窝耗材量最多,消耗材料为 5.31g。实验强度测试为对着测试用的长方体的壁,一刀斜切下去,看层开裂的情况判断效果。强度等级为三级,I 级到 Ⅲ 级逐级增强。
154 |
155 | 
156 |
157 | 表 3 填充图案实验结果
158 |
159 | **3.2.3 实验三:回抽实验**
160 |
161 | 喷嘴从一个地方移到新的位置时,耗材从喷嘴中垂出来了,使得打印机上残留细小的耗材丝线,这种现象称为“拉丝”。
162 |
163 | 
164 |
165 | 图 17 “拉丝”现象示意图
166 |
167 | 解决拉丝问题,最常用的是方法是 “ 回抽 ” 。如果回抽是开启的,那么当挤出机完成模型一个区域的打印后,喷嘴中的耗材会被回拉,这样再次打印时耗材会被重新推入喷嘴,从喷嘴顶部挤出。回抽最重要的设置是回抽距离,它决定了多少耗材会从喷嘴拉回。一般来说,从喷嘴中拉回的耗材越多,喷嘴移动时越不容易垂料。实验将使用一个“尖塔”模型,设置回抽距离分别为 0mm、3mm、6mm,最终看打印模型的“拉丝效果”。
168 |
169 | 
170 |
171 | 图 18 回抽实验模型示意图
172 |
173 | 从结果来看,因为没有设置回抽距离,0mm 的模型拉丝现象严重,3mm 的出现部分拉丝现象,而 6mm 的模型拉丝现象不是很明显。打印时间上,没有设置回抽的模型用了 19 分钟,而设置 3mm 和 6mm 回抽距离的模型,在打印时间上差距不是很大,分别为 23 分钟和 24 分钟。要保证没有拉丝现象,同时还可设置回抽速度、喷头温度等。设置合适的回抽速度如 60-100mm/s、或者将喷头温度适当下降 5 到 10 度,也有助于减少拉丝现象的发生,从而提高打印模型的效果。
174 |
175 | **3.2.4 实验四:悬挂测试**
176 |
177 | 这个实验将测试在没有任何支撑的情况下,打印机能够打印的最大悬挂角度。随着悬挂的角度增大,挤出的耗材在没有被完全冷却的情况下可能会下垂,从而导致打印效果不佳。通过寻找合适的悬挂角度,有助于我们在支撑设置时,选择一个相对较高的阈值,尽可能地减少设置支撑,从而减少耗材的使用,节约成本。
178 |
179 | 
180 |
181 | 图 19 悬挂模型预览
182 |
183 | 实验结果:从侧立面的视图,我们可以看出模型并没有出现严重的材料下垂现象,保持了一致性和完整性。而模型正面的温度刻度并没有打印的非常清晰,挤出物部分出现粘连现象。我们关心的悬挂角度和打印效果之间的关系则可以从底视图看出,当悬挂角度达到 65 度时,底部的打印线条出现突起,随着角度增大,打印线条愈发不平整。最终当达到 80 度到 85 度时,打印线之间出现裂缝,且突起严重。要解决这个问题,我们可以通过增加支撑、增加风机功率或者减小打印速度等进行调整。
184 |
185 | 
186 |
187 | 
188 |
189 | 
190 |
191 | 图 20 悬挂模型实验结果三视图
192 |
193 | **3.2.5 实验五:光固化 vs 熔融沉积成型**
194 |
195 | 前文已经大致比较了光固化技术(SLA)和选择性区域光固化技术(LCD)两者的原理和功能。在这个实验中,我们将聚焦两种打印技术在模型打印的精度、时间、耗材等各方面的表现,进一步了解不同打印技术的特点和效果。这次打印的模型为埃菲尔铁塔,因其细部结构较多,能够进一步体现打印模型的整体效果。光固化打印机采用的是创想三维 LD-006,熔融沉积打印机采用的是创想三维旗下的 CR-10Smart。
196 |
197 | 
198 |
199 | 图 21 光固化打印机
200 |
201 | 实验结果:光固化模型打印时间为 18h21min,基础损耗为 20ml 光敏树脂,总消耗约为 50ml 光敏树脂。熔融沉积打印机正常打印时间为 15h38min,耗材量为 33gPLA。模型效果如下图所示,左图为熔融沉积打印机打印的模型,因为细节在打印时出现堵料的现象,打印并没有完成,右图为光固化打印的模型,模型完整,细节精致,除塔上部部分因为细节太小,导致没有做到完美镂空的现象。这里要说明的是,光固化机的细腻程度取决于屏幕的分辨率,即每个像素点的尺寸大小,最小能达到 0.01mm。熔融沉积打印机的细腻程度则取决于层高,大致最小分辨率在 0.1mm 左右。所以对于精细手办等模型的打印,光固化打印是更为推崇的打印手段。但是,光固化的原料为光敏树脂,价格比较贵,约 1000ml 的树脂材料,价格为 100 元,大约是普通 FDM 料的 2-3 倍,打印大件的时候需要考虑成本,树脂同时含有特殊气味,打印应注意通风防护。
202 |
203 | 
204 |
205 | 图 22 熔融沉积模型 vs 光固化模型
206 |
207 | **3.2.6 实验结论和探讨**
208 |
209 | 实验从五个方面进行比较分析,前四个分别为 3D 打印切片软件、填充图案、回抽距离和悬挂角度。
210 |
211 | ● 从切片软件实验中,我们可以看出在近似相同的配置下,Prusaslicer 和 Simplify3D 的打印效果较好,其中 Simplify3D 的打印时间最短。但我们也相信切片软件的配置与打印模型效果有着密不可分的联系,通过不断调整参数以达到最合适的配置,各个软件打印出的模型效果也会越来越好。
212 |
213 | ● 第二个填充图案的实验中,我们发现三角形和网格的模型强度最好,其中三角形的耗材量也是最少的。对于小的模型,非功能性的模型我们可以采用网格、三角形、直线等图案,而对于工具类的模型所需强度也更大。除了增大填充密度的同时,采用立方体和陀螺型的更佳。
214 |
215 | ● 在回抽实验中,开启回抽设置有助于减少拉丝的现象,其中 6mm 的回抽距离设置要明显好于 3mm 的回抽距离。当然合适的回抽速度如 60-100mm/s 或者将喷头温度适当下降 5 到 10 度,也有助于减少拉丝现象从而提高打印模型的效果。
216 |
217 | ● 在最后的悬挂测试中,当悬挂角度达到 65 度时,打印线条质量变差,最终当达到 80 度到 85 度时,打印线之间出现裂缝,突起严重,影响模型美观。
218 |
219 | ● 最后一个为 FDM 和 LCD 打印机的对比,LCD 打印机在模型精度上有着更高的效果。但是打印成本也相对较高。
220 |
221 | 上述测试是笔者对于 3D 打印初步认识后的研究,因样本存在非普遍性,所以对于实验的结果提供部分参考。未来在对于 3D 打印有了更深一步的理解后,也将对于软件的其他参数进行比较,再与大家分享。
222 |
223 | # 04 应用场景
224 |
225 | 3D 打印技术对现阶段的项目也有着不错的效果。对于历史古建测绘建档项目来说,现存古建筑多少会有不同程度上的损坏,运用 3D 打印技术可以将损坏的构件通过精确测量、构建模型,最终将所需构件打印成实体,将相应部件进行替换。与传统相比,人工费用较为昂贵,而以 3D 打印技术替代人工则可大幅度降低成本。传统的大木作由人工制作完成,精度难免有误差,而 3D 打印的电脑三维模型以毫米为计算单位,在精度方面远远高于传统的修缮方式。
226 |
227 | 
228 |
229 | 
230 |
231 | 图 23 斗拱模型
232 |
233 | 另一个应用方向:对于其他 BIM 建筑模型,较小比例的模型可以用于向客户展示建筑的细节,同时一个 3D 打印建筑模型可以将设想和草图真实地表现出来,便于攫取出最佳方案。此外,3D 打印还可以更加灵活地处理模型,如果客户提出修改意见,可以在文件上简单编辑再重新打印。
234 |
235 | 
236 |
237 | 图 24 3D 打印建筑模型
238 |
--------------------------------------------------------------------------------
/LICENSE:
--------------------------------------------------------------------------------
1 | Creative Commons Attribution-NonCommercial-ShareAlike 4.0 International
2 | Public License
3 |
4 | By exercising the Licensed Rights (defined below), You accept and agree
5 | to be bound by the terms and conditions of this Creative Commons
6 | Attribution-NonCommercial-ShareAlike 4.0 International Public License
7 | ("Public License"). To the extent this Public License may be
8 | interpreted as a contract, You are granted the Licensed Rights in
9 | consideration of Your acceptance of these terms and conditions, and the
10 | Licensor grants You such rights in consideration of benefits the
11 | Licensor receives from making the Licensed Material available under
12 | these terms and conditions.
13 |
14 |
15 | Section 1 -- Definitions.
16 |
17 | a. Adapted Material means material subject to Copyright and Similar
18 | Rights that is derived from or based upon the Licensed Material
19 | and in which the Licensed Material is translated, altered,
20 | arranged, transformed, or otherwise modified in a manner requiring
21 | permission under the Copyright and Similar Rights held by the
22 | Licensor. For purposes of this Public License, where the Licensed
23 | Material is a musical work, performance, or sound recording,
24 | Adapted Material is always produced where the Licensed Material is
25 | synched in timed relation with a moving image.
26 |
27 | b. Adapter's License means the license You apply to Your Copyright
28 | and Similar Rights in Your contributions to Adapted Material in
29 | accordance with the terms and conditions of this Public License.
30 |
31 | c. BY-NC-SA Compatible License means a license listed at
32 | creativecommons.org/compatiblelicenses, approved by Creative
33 | Commons as essentially the equivalent of this Public License.
34 |
35 | d. Copyright and Similar Rights means copyright and/or similar rights
36 | closely related to copyright including, without limitation,
37 | performance, broadcast, sound recording, and Sui Generis Database
38 | Rights, without regard to how the rights are labeled or
39 | categorized. For purposes of this Public License, the rights
40 | specified in Section 2(b)(1)-(2) are not Copyright and Similar
41 | Rights.
42 |
43 | e. Effective Technological Measures means those measures that, in the
44 | absence of proper authority, may not be circumvented under laws
45 | fulfilling obligations under Article 11 of the WIPO Copyright
46 | Treaty adopted on December 20, 1996, and/or similar international
47 | agreements.
48 |
49 | f. Exceptions and Limitations means fair use, fair dealing, and/or
50 | any other exception or limitation to Copyright and Similar Rights
51 | that applies to Your use of the Licensed Material.
52 |
53 | g. License Elements means the license attributes listed in the name
54 | of a Creative Commons Public License. The License Elements of this
55 | Public License are Attribution, NonCommercial, and ShareAlike.
56 |
57 | h. Licensed Material means the artistic or literary work, database,
58 | or other material to which the Licensor applied this Public
59 | License.
60 |
61 | i. Licensed Rights means the rights granted to You subject to the
62 | terms and conditions of this Public License, which are limited to
63 | all Copyright and Similar Rights that apply to Your use of the
64 | Licensed Material and that the Licensor has authority to license.
65 |
66 | j. Licensor means the individual(s) or entity(ies) granting rights
67 | under this Public License.
68 |
69 | k. NonCommercial means not primarily intended for or directed towards
70 | commercial advantage or monetary compensation. For purposes of
71 | this Public License, the exchange of the Licensed Material for
72 | other material subject to Copyright and Similar Rights by digital
73 | file-sharing or similar means is NonCommercial provided there is
74 | no payment of monetary compensation in connection with the
75 | exchange.
76 |
77 | l. Share means to provide material to the public by any means or
78 | process that requires permission under the Licensed Rights, such
79 | as reproduction, public display, public performance, distribution,
80 | dissemination, communication, or importation, and to make material
81 | available to the public including in ways that members of the
82 | public may access the material from a place and at a time
83 | individually chosen by them.
84 |
85 | m. Sui Generis Database Rights means rights other than copyright
86 | resulting from Directive 96/9/EC of the European Parliament and of
87 | the Council of 11 March 1996 on the legal protection of databases,
88 | as amended and/or succeeded, as well as other essentially
89 | equivalent rights anywhere in the world.
90 |
91 | n. You means the individual or entity exercising the Licensed Rights
92 | under this Public License. Your has a corresponding meaning.
93 |
94 |
95 | Section 2 -- Scope.
96 |
97 | a. License grant.
98 |
99 | 1. Subject to the terms and conditions of this Public License,
100 | the Licensor hereby grants You a worldwide, royalty-free,
101 | non-sublicensable, non-exclusive, irrevocable license to
102 | exercise the Licensed Rights in the Licensed Material to:
103 |
104 | a. reproduce and Share the Licensed Material, in whole or
105 | in part, for NonCommercial purposes only; and
106 |
107 | b. produce, reproduce, and Share Adapted Material for
108 | NonCommercial purposes only.
109 |
110 | 2. Exceptions and Limitations. For the avoidance of doubt, where
111 | Exceptions and Limitations apply to Your use, this Public
112 | License does not apply, and You do not need to comply with
113 | its terms and conditions.
114 |
115 | 3. Term. The term of this Public License is specified in Section
116 | 6(a).
117 |
118 | 4. Media and formats; technical modifications allowed. The
119 | Licensor authorizes You to exercise the Licensed Rights in
120 | all media and formats whether now known or hereafter created,
121 | and to make technical modifications necessary to do so. The
122 | Licensor waives and/or agrees not to assert any right or
123 | authority to forbid You from making technical modifications
124 | necessary to exercise the Licensed Rights, including
125 | technical modifications necessary to circumvent Effective
126 | Technological Measures. For purposes of this Public License,
127 | simply making modifications authorized by this Section 2(a)
128 | (4) never produces Adapted Material.
129 |
130 | 5. Downstream recipients.
131 |
132 | a. Offer from the Licensor -- Licensed Material. Every
133 | recipient of the Licensed Material automatically
134 | receives an offer from the Licensor to exercise the
135 | Licensed Rights under the terms and conditions of this
136 | Public License.
137 |
138 | b. Additional offer from the Licensor -- Adapted Material.
139 | Every recipient of Adapted Material from You
140 | automatically receives an offer from the Licensor to
141 | exercise the Licensed Rights in the Adapted Material
142 | under the conditions of the Adapter's License You apply.
143 |
144 | c. No downstream restrictions. You may not offer or impose
145 | any additional or different terms or conditions on, or
146 | apply any Effective Technological Measures to, the
147 | Licensed Material if doing so restricts exercise of the
148 | Licensed Rights by any recipient of the Licensed
149 | Material.
150 |
151 | 6. No endorsement. Nothing in this Public License constitutes or
152 | may be construed as permission to assert or imply that You
153 | are, or that Your use of the Licensed Material is, connected
154 | with, or sponsored, endorsed, or granted official status by,
155 | the Licensor or others designated to receive attribution as
156 | provided in Section 3(a)(1)(A)(i).
157 |
158 | b. Other rights.
159 |
160 | 1. Moral rights, such as the right of integrity, are not
161 | licensed under this Public License, nor are publicity,
162 | privacy, and/or other similar personality rights; however, to
163 | the extent possible, the Licensor waives and/or agrees not to
164 | assert any such rights held by the Licensor to the limited
165 | extent necessary to allow You to exercise the Licensed
166 | Rights, but not otherwise.
167 |
168 | 2. Patent and trademark rights are not licensed under this
169 | Public License.
170 |
171 | 3. To the extent possible, the Licensor waives any right to
172 | collect royalties from You for the exercise of the Licensed
173 | Rights, whether directly or through a collecting society
174 | under any voluntary or waivable statutory or compulsory
175 | licensing scheme. In all other cases the Licensor expressly
176 | reserves any right to collect such royalties, including when
177 | the Licensed Material is used other than for NonCommercial
178 | purposes.
179 |
180 |
181 | Section 3 -- License Conditions.
182 |
183 | Your exercise of the Licensed Rights is expressly made subject to the
184 | following conditions.
185 |
186 | a. Attribution.
187 |
188 | 1. If You Share the Licensed Material (including in modified
189 | form), You must:
190 |
191 | a. retain the following if it is supplied by the Licensor
192 | with the Licensed Material:
193 |
194 | i. identification of the creator(s) of the Licensed
195 | Material and any others designated to receive
196 | attribution, in any reasonable manner requested by
197 | the Licensor (including by pseudonym if
198 | designated);
199 |
200 | ii. a copyright notice;
201 |
202 | iii. a notice that refers to this Public License;
203 |
204 | iv. a notice that refers to the disclaimer of
205 | warranties;
206 |
207 | v. a URI or hyperlink to the Licensed Material to the
208 | extent reasonably practicable;
209 |
210 | b. indicate if You modified the Licensed Material and
211 | retain an indication of any previous modifications; and
212 |
213 | c. indicate the Licensed Material is licensed under this
214 | Public License, and include the text of, or the URI or
215 | hyperlink to, this Public License.
216 |
217 | 2. You may satisfy the conditions in Section 3(a)(1) in any
218 | reasonable manner based on the medium, means, and context in
219 | which You Share the Licensed Material. For example, it may be
220 | reasonable to satisfy the conditions by providing a URI or
221 | hyperlink to a resource that includes the required
222 | information.
223 | 3. If requested by the Licensor, You must remove any of the
224 | information required by Section 3(a)(1)(A) to the extent
225 | reasonably practicable.
226 |
227 | b. ShareAlike.
228 |
229 | In addition to the conditions in Section 3(a), if You Share
230 | Adapted Material You produce, the following conditions also apply.
231 |
232 | 1. The Adapter's License You apply must be a Creative Commons
233 | license with the same License Elements, this version or
234 | later, or a BY-NC-SA Compatible License.
235 |
236 | 2. You must include the text of, or the URI or hyperlink to, the
237 | Adapter's License You apply. You may satisfy this condition
238 | in any reasonable manner based on the medium, means, and
239 | context in which You Share Adapted Material.
240 |
241 | 3. You may not offer or impose any additional or different terms
242 | or conditions on, or apply any Effective Technological
243 | Measures to, Adapted Material that restrict exercise of the
244 | rights granted under the Adapter's License You apply.
245 |
246 |
247 | Section 4 -- Sui Generis Database Rights.
248 |
249 | Where the Licensed Rights include Sui Generis Database Rights that
250 | apply to Your use of the Licensed Material:
251 |
252 | a. for the avoidance of doubt, Section 2(a)(1) grants You the right
253 | to extract, reuse, reproduce, and Share all or a substantial
254 | portion of the contents of the database for NonCommercial purposes
255 | only;
256 |
257 | b. if You include all or a substantial portion of the database
258 | contents in a database in which You have Sui Generis Database
259 | Rights, then the database in which You have Sui Generis Database
260 | Rights (but not its individual contents) is Adapted Material,
261 | including for purposes of Section 3(b); and
262 |
263 | c. You must comply with the conditions in Section 3(a) if You Share
264 | all or a substantial portion of the contents of the database.
265 |
266 | For the avoidance of doubt, this Section 4 supplements and does not
267 | replace Your obligations under this Public License where the Licensed
268 | Rights include other Copyright and Similar Rights.
269 |
270 |
271 | Section 5 -- Disclaimer of Warranties and Limitation of Liability.
272 |
273 | a. UNLESS OTHERWISE SEPARATELY UNDERTAKEN BY THE LICENSOR, TO THE
274 | EXTENT POSSIBLE, THE LICENSOR OFFERS THE LICENSED MATERIAL AS-IS
275 | AND AS-AVAILABLE, AND MAKES NO REPRESENTATIONS OR WARRANTIES OF
276 | ANY KIND CONCERNING THE LICENSED MATERIAL, WHETHER EXPRESS,
277 | IMPLIED, STATUTORY, OR OTHER. THIS INCLUDES, WITHOUT LIMITATION,
278 | WARRANTIES OF TITLE, MERCHANTABILITY, FITNESS FOR A PARTICULAR
279 | PURPOSE, NON-INFRINGEMENT, ABSENCE OF LATENT OR OTHER DEFECTS,
280 | ACCURACY, OR THE PRESENCE OR ABSENCE OF ERRORS, WHETHER OR NOT
281 | KNOWN OR DISCOVERABLE. WHERE DISCLAIMERS OF WARRANTIES ARE NOT
282 | ALLOWED IN FULL OR IN PART, THIS DISCLAIMER MAY NOT APPLY TO YOU.
283 |
284 | b. TO THE EXTENT POSSIBLE, IN NO EVENT WILL THE LICENSOR BE LIABLE
285 | TO YOU ON ANY LEGAL THEORY (INCLUDING, WITHOUT LIMITATION,
286 | NEGLIGENCE) OR OTHERWISE FOR ANY DIRECT, SPECIAL, INDIRECT,
287 | INCIDENTAL, CONSEQUENTIAL, PUNITIVE, EXEMPLARY, OR OTHER LOSSES,
288 | COSTS, EXPENSES, OR DAMAGES ARISING OUT OF THIS PUBLIC LICENSE OR
289 | USE OF THE LICENSED MATERIAL, EVEN IF THE LICENSOR HAS BEEN
290 | ADVISED OF THE POSSIBILITY OF SUCH LOSSES, COSTS, EXPENSES, OR
291 | DAMAGES. WHERE A LIMITATION OF LIABILITY IS NOT ALLOWED IN FULL OR
292 | IN PART, THIS LIMITATION MAY NOT APPLY TO YOU.
293 |
294 | c. The disclaimer of warranties and limitation of liability provided
295 | above shall be interpreted in a manner that, to the extent
296 | possible, most closely approximates an absolute disclaimer and
297 | waiver of all liability.
298 |
299 |
300 | Section 6 -- Term and Termination.
301 |
302 | a. This Public License applies for the term of the Copyright and
303 | Similar Rights licensed here. However, if You fail to comply with
304 | this Public License, then Your rights under this Public License
305 | terminate automatically.
306 |
307 | b. Where Your right to use the Licensed Material has terminated under
308 | Section 6(a), it reinstates:
309 |
310 | 1. automatically as of the date the violation is cured, provided
311 | it is cured within 30 days of Your discovery of the
312 | violation; or
313 |
314 | 2. upon express reinstatement by the Licensor.
315 |
316 | For the avoidance of doubt, this Section 6(b) does not affect any
317 | right the Licensor may have to seek remedies for Your violations
318 | of this Public License.
319 |
320 | c. For the avoidance of doubt, the Licensor may also offer the
321 | Licensed Material under separate terms or conditions or stop
322 | distributing the Licensed Material at any time; however, doing so
323 | will not terminate this Public License.
324 |
325 | d. Sections 1, 5, 6, 7, and 8 survive termination of this Public
326 | License.
327 |
328 |
329 | Section 7 -- Other Terms and Conditions.
330 |
331 | a. The Licensor shall not be bound by any additional or different
332 | terms or conditions communicated by You unless expressly agreed.
333 |
334 | b. Any arrangements, understandings, or agreements regarding the
335 | Licensed Material not stated herein are separate from and
336 | independent of the terms and conditions of this Public License.
337 |
338 |
339 | Section 8 -- Interpretation.
340 |
341 | a. For the avoidance of doubt, this Public License does not, and
342 | shall not be interpreted to, reduce, limit, restrict, or impose
343 | conditions on any use of the Licensed Material that could lawfully
344 | be made without permission under this Public License.
345 |
346 | b. To the extent possible, if any provision of this Public License is
347 | deemed unenforceable, it shall be automatically reformed to the
348 | minimum extent necessary to make it enforceable. If the provision
349 | cannot be reformed, it shall be severed from this Public License
350 | without affecting the enforceability of the remaining terms and
351 | conditions.
352 |
353 | c. No term or condition of this Public License will be waived and no
354 | failure to comply consented to unless expressly agreed to by the
355 | Licensor.
356 |
357 | d. Nothing in this Public License constitutes or may be interpreted
358 | as a limitation upon, or waiver of, any privileges and immunities
359 | that apply to the Licensor or You, including from the legal
360 | processes of any jurisdiction or authority.
361 |
--------------------------------------------------------------------------------
/01~3DP 成型工艺/99~参考资料/2023~7 大类主流的 3D 打印技术,一文全部看懂.md:
--------------------------------------------------------------------------------
1 | # 7 大类主流的 3D 打印技术,一文全部看懂
2 |
3 | 
4 |
5 | 事实上,3D 打印也称为增材制造,是一个总称,涵盖了几种截然不同的 3D 打印工艺。这些技术是天壤之别,但关键过程是相同的。例如,所有 3D 打印都从数字模型开始,因为该技术本质上是数字化的。零件或产品最初是使用计算机辅助设计 (CAD) 软件设计或从数字零件库获取的电子文件。然后设计文件通过特殊的构建准备软件将其分解成切片或层以进行 3D 打印,生成 3D 打印机要遵循的路径指令。接下来您将了解这些技术之间的区别以及每种技术的典型用途。
6 |
7 | 为什么是 7 种类型?
8 |
9 | 增材制造的类型可以根据它们生产的产品或使用的材料类型来划分,国际标准组织 (ISO) 将其分为七种一般类型(但这七个 3D 打印类别也难以涵盖越来越多的技术子类型和混合技术):
10 |
11 | - 材料挤出
12 | - 还原聚合
13 | - 粉床融合
14 | - 材料喷射
15 | - 粘合剂喷射
16 | - 定向能沉积
17 | - 片材层压
18 |
19 | # 一、材料挤出
20 |
21 | 
22 |
23 | 材料挤出顾名思义:材料通过喷嘴挤出。通常情况下,这种材料是一种塑料细丝,通过一个加热的喷嘴进行熔化和挤出。打印机沿着通过软件得到的工艺路径将材料放置在构建平台上。然后灯丝冷却并凝固形成固体物体。这是最常见的 3D 打印形式。乍一看这听起来很简单,但考虑到挤出的材料,包括塑料、金属、混凝土、生物凝胶和各种食品,这其实是一个非常广泛的类别。这种类型的 3D 打印机价格从 100 美元到七位数不等。
24 |
25 | - 材料挤出的子类型:熔融沉积建模 (FDM)、建筑 3D 打印、微型 3D 打印、生物 3D 打印
26 | - 材料:塑料、金属、食品、混凝土等
27 | - 尺寸精度:±0.5%(下限 ±0.5mm)
28 | - 常见应用:原型、电气外壳、形状和配合测试、夹具和夹具、熔模铸造模型、房屋等。
29 | - 优势:成本最低的 3D 打印方法,材料范围广
30 | - 缺点:通常材料性能较低(强度、耐用性等),通常尺寸精度不高
31 |
32 | ## 熔融沉积成型 (FDM)
33 |
34 | 
35 |
36 | FDM 3D 打印机是一个价值数十亿美元的市场,拥有数以千计的机器,从基本型号到制造商的复杂型号。FDM 机器被称为熔丝制造 (FFF),这是完全相同的技术。与所有 3D 打印技术一样,FDM 从数字模型开始,然后将其转换为 3D 打印机可以遵循的路径。使用 FDM,将线轴上的一根(或一次几根)灯丝装入 3D 打印机,然后送入挤出头中的打印机喷嘴。打印机喷嘴或多个喷嘴被加热到所需温度,使灯丝软化,从而使连续的层连接起来形成一个坚固的部件。
37 |
38 | 当打印机沿 XY 平面上的指定坐标移动挤出头时,它会继续铺设第一层。然后挤出头上升到下一个高度(Z 平面),重复打印横截面的过程,一层一层地构建,直到物体完全成型。根据对象的几何形状,有时需要添加支撑结构以在打印时支撑模型,例如,如果模型具有陡峭的悬垂部分。这些支撑在打印后被移除。一些支撑结构材料可以溶解在水或另一种溶液中。
39 |
40 | 
41 |
42 | ## 3D 生物打印
43 |
44 | 
45 |
46 | 3D 生物打印或生物 3D 打印是一种增材制造工艺,其中将有机或生物材料(例如活细胞和营养素)结合起来以创建类似组织的天然三维结构。换句话说,生物打印是一种 3D 打印,可以生产从骨骼组织和血管到活组织的任何东西。它用于各种医学研究和应用,包括组织工程、药物测试和开发,以及创新的再生医学疗法。3D 生物打印的实际定义仍在不断发展。从本质上讲,3D 生物打印的工作原理与 FDM 3D 打印类似,并且属于材料挤出系列。(尽管挤出并不是唯一的生物打印方法)
47 |
48 | 3D 生物打印使用从针排出的材料(生物墨水)来创建打印层。这些被称为生物墨水的材料主要由活物质组成,例如载体材料中的细胞——如胶原蛋白、明胶、透明质酸、蚕丝、海藻酸盐或纳米纤维素,充当结构生长和营养物质的分子支架,提供支持。
49 |
50 | ## 建筑 3D 打印
51 |
52 | 
53 |
54 | 建筑 3D 打印是一个快速发展的材料挤出领域。该技术涉及使用超大型 3D 打印机(通常高达数十米)从喷嘴中挤出混凝土等建筑材料。这些机器通常以龙门架或机械臂系统的形式出现。3D 建筑打印技术如今用于住宅、建筑特色以及从水井到墙壁的建筑项目。有研究者表示,它有可能显着改变整个建筑行业,因为它减少了劳动力需求并减少了建筑垃圾。
55 |
56 | 美国和欧洲有数十座 3D 打印房屋,并且正在研究开发 3D 建筑技术,该技术将使用在月球和火星上发现的材料为未来的探险队建造栖息地。用当地土壤代替混凝土打印作为一种更可持续的建筑方法也受到关注。
57 |
58 | # 二、还原聚合
59 |
60 | 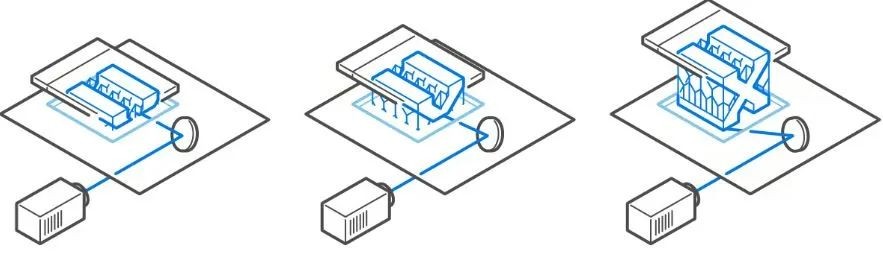
61 |
62 | 桶聚合(也称为树脂 3D 打印)是一系列 3D 打印工艺,它使用光源在桶中选择性地固化(或硬化)光敏聚合物树脂。换句话说,光线精确地指向液体塑料的特定点或区域以使其硬化。第一层固化后,构建平台将向上或向下移动(取决于打印机)少量(通常在 0.01 和 0.05 毫米之间),下一层固化,与前一层连接。逐层重复此过程,直到形成 3D 部件。3D 打印过程完成后,清洁物体以去除剩余的液态树脂并进行后固化(在阳光下或紫外线室中)以增强部件的机械性能。
63 |
64 | 三种最常见的桶聚合形式是立体光刻 (SLA)、数字光处理 (DLP)和液晶显示器 (LCD),也称为掩模立体光刻 (MSLA)。这些类型的 3D 打印技术之间的根本区别在于光源及其用于固化树脂的方式。
65 |
66 | 
67 |
68 | 一些 3D 打印机制造商,尤其是那些制造专业级 3D 打印机的制造商,已经开发出独特且获得专利的 光聚合变体,因此您可能会在市场上看到不同的技术名称。一家工业 3D 打印机制造商 Carbon 使用一种称为数字光合成(DLS)的桶聚合技术,Stratasys 的 Origin 称其技术为可编程光聚合(P3),Formlabs 提供其称为低力立体光刻(LFS) 的技术,而 Azul 3D 是第一个将大面积快速打印(HARP) 形式的大桶聚合商业化。还有基于光刻的金属制造 (LMM)、投影微立体光刻(PμSL) 和数字复合材料制造(DCM),这是一种填充光聚合物技术,可将功能性添加剂(例如金属和陶瓷纤维)引入液体树脂中。
69 |
70 | - 3D 打印技术的类型:立体光刻 (SLA)、液晶显示器 (LCD)、数字光处理 (DLP)、微立体光刻 (μSLA) 等。
71 | - 材料:光聚合物树脂(可浇注、透明、工业、生物相容性等)
72 | - 尺寸精度:±0.5%(下限为 ±0.15 毫米或 5 纳米,使用 μSLA)
73 | - 常见应用:注塑模状聚合物原型和最终用途部件、珠宝铸造、牙科应用、消费品
74 | - 优势:光滑的表面光洁度,精细的特征细节
75 |
76 | ## 立体光刻 (SLA)
77 |
78 | 
79 |
80 | SLA 是世界上第一个 3D 打印技术。立体光刻技术由查克·赫尔 (Chuck Hull) 于 1986 年发明,他为该技术申请了专利,并成立了 3D Systems 公司以将其商业化。如今,该技术可供来自众多 3D 打印机制造商的爱好者和专业人士使用。SLA 使用激激光束对准一桶树脂,选择性地固化打印区域内物体的横截面,逐层建造。当大多数 SLA 打印机使用固态激光来固化部件。这种桶聚合的一个缺点是,与我们的下一种方法 (DLP) 相比,点激光可能需要更长的时间来追踪物体的横截面,后者会闪烁光线以立即硬化整个层。然而,激光可以产生更强的光,这是某些工程级树脂所需要的。
81 |
82 | 
83 |
84 | ### 微立体光刻 (μSLA)
85 |
86 | 微立体光刻技术可以打印微型部件,分辨率在 2 微米 (μm) 到 50 微米之间。作为参考,人类头发的平均宽度为 75 微米。它是“微型 3D 打印”技术之一。μSLA 涉及将感光材料(液态树脂)暴露在紫外激光下。不同之处在于专用树脂、激光的复杂性以及透镜的添加,它们会产生几乎令人难以置信的小光点。
87 |
88 | 
89 |
90 | ### 双光子聚合 (TPP)
91 |
92 | 另一种微型 3D 打印技术 TPP(也称为 2PP)可以归为 SLA,因为它也使用激光和光敏树脂,它可以打印比 μSLA 更小的部件,小至 0.1 微米。TPP 使用脉冲飞秒激光聚焦到一大桶特殊树脂中的一个狭窄点。然后使用该点固化树脂中的单个 3D 像素,也称为体素。通过在预定义的路径中逐层依次固化这些纳米级到微米级的小体素。TPP 目前用于研究、医疗应用和微型零件的制造,例如微型电极和光学传感器。
93 |
94 | 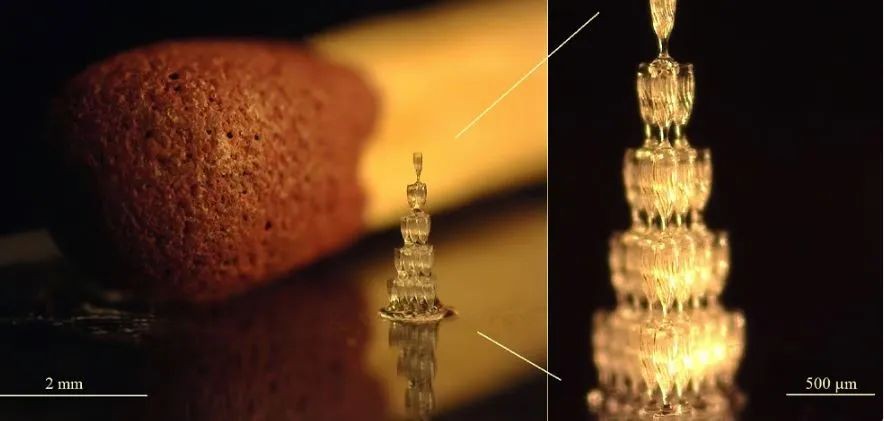
95 |
96 | ## 数字光处理 (DLP)
97 |
98 | 
99 |
100 | DLP 3D 打印使用数字光投射器(而不是激光)在一层或树脂上同时闪烁每一层的单个图像(或为较大的部件多次曝光)。DLP(比 SLA 更常见)用于在单个批次中生产更大的零件或更大体积的零件,因为无论构建中有多少零件,每一层曝光都需要完全相同的时间,比 SLA 中的点激光方法效率更高。每一层的图像都由正方形像素组成,导致一层由称为体素的小矩形块形成。使用发光二极管 (LED) 屏幕或 UV 光源(灯)将光投射到树脂上,并通过数字微镜设备 (DMD) 将光投射到构建表面。
101 |
102 | 
103 |
104 | 现代 DLP 投影仪通常有数千个微米大小的 LED 作为光源。它们的开关状态是单独控制的,可以提高 XY 分辨率。并不是所有的 DLP 3D 打印机都是一样的,光源的功率、它通过的镜头、DMD 的质量以及构成一台价值 300 美元的机器的许多其他零部件都有很大的不同与超过 200,000 美元的机器相比。
105 |
106 | ### 自上而下的 DLP
107 |
108 | 一些 DLP 3D 打印机的光源安装在打印机的顶部,向下照射到树脂桶上,而不是向上照射。这些“自上而下”的机器从顶部闪现一层图像,一次固化一层,然后将固化层放回大桶中。每次降低构建板时,安装在大桶顶部的重涂机都会在树脂上来回移动以整平新层。制造商表示,由于打印过程不会对抗重力,因此这种方法可以为较大的打印件产生更稳定的零件输出。自下而上打印时,可以从构建板上垂直悬挂多少重量是有限制的。树脂桶还在打印时支撑打印件,减少了对支撑结构的需求。
109 |
110 | 
111 |
112 | ### 投影微立体光刻 (PμSL)
113 |
114 | 作为一种独特类型的桶聚合本身,将 PμSL 归为 DLP 的子类别。这是另一种微型 3D 打印技术。PμSL 使用来自投影仪的紫外线来固化微米级(2 微米分辨率和低至 5 微米层高)的特殊配方树脂层。这种增材制造技术因其低成本、准确性、速度以及可使用的材料范围(包括聚合物、生物材料和陶瓷)而不断发展。它已显示出从微流体和组织工程到微光学和生物医学微型设备的应用潜力。
115 |
116 | ### 基于光刻的金属制造 (LMM)
117 |
118 | 这是 DLP 的另一个”远亲“,这种使用光和树脂进行 3D 打印的方法可以为手术工具和微机械零件等应用创建微小的金属零件。在 LMM 中,金属粉末均匀分散在光敏树脂中,然后通过投影仪用蓝光曝光进行选择性聚合。打印后,素坯部件的聚合物成分被去除,留下全金属的脱脂部件,这些部件在熔炉中的烧结过程中完成。原料包括不锈钢、钛、钨、黄铜、铜、银和金。
119 |
120 | 
121 |
122 | ## 液晶显示器 (LCD)
123 |
124 | 
125 |
126 | 液晶显示器 (LCD),也称为掩模立体光刻 (MSLA),与上述 DLP 非常相似,不同之处在于它使用 LCD 屏幕而不是数字微镜设备 (DMD),这对 3D 打印机的价格有显着影响。与 DLP 一样,LCD 光掩模是数字显示的,由方形像素组成。LCD 光掩模的像素大小决定了打印的粒度。因此,XY 精度是固定的,不依赖于镜头的变焦或缩放程度,就像 DLP 的情况一样。DLP 的打印机和 LCD 技术之间的另一个区别是,后者使用数百个单独发射器的阵列,而不是像激光二极管或 DLP 灯泡那样的单点发射光源。
127 |
128 | 
129 |
130 | 与 DLP 类似,LCD 在某些条件下可以实现比 SLA 更快的打印时间。这是因为整个层一次曝光,而不是用激光点追踪横截面积。由于 LCD 单元成本低,这项技术已成为低价桌面树脂打印机领域的首选技术,但这并不意味着它没有得到专业使用,一些工业 3D 打印机制造商正在突破技术极限并取得令人瞩目的成果。
131 |
132 | # 三、粉床融合
133 |
134 | 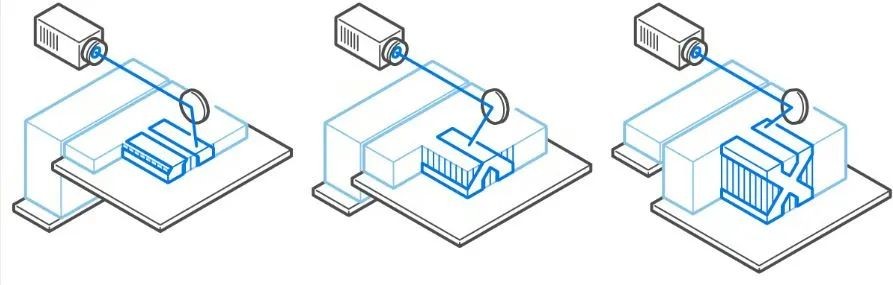
135 |
136 | 粉末床融合 (PBF) 是一种 3D 打印工艺,其中热能源选择性地熔化构建区域内的粉末颗粒(塑料、金属或陶瓷),以逐层创建固体物体。粉末床融合 3D 打印机在打印床上散布一层薄薄的粉末材料,通常使用一种刀片、滚筒或擦拭器。来自激光的能量融合粉末层上的特定点,然后沉积另一个粉末层并融合到前一层。重复该过程,直到制造出整个物体,最终产品由未融合的粉末包裹和支撑。
137 |
138 | 
139 |
140 | PBF 可以制造具有高机械性能(包括强度、耐磨性和耐用性)的部件,用于消费品、机械和工具的最终用途。该细分市场中的 3D 打印机越来越便宜(起价在 25,000 美元左右),但它被认为是一种工业技术。
141 |
142 | - 3D 打印技术的种类:选择性激光烧结(SLS)、激光粉末床熔化(LPBF)、电子束熔化(EBM)
143 | - 材料:塑料粉末、金属粉末、陶瓷粉末
144 | - 尺寸精度:±0.3%(下限 ±0.3mm)
145 | - 常见应用:功能部件、复杂管道(空心设计)、小批量部件生产
146 | - 优势:功能部件、出色的机械性能、复杂的几何形状
147 | - 缺点:机器成本较高,通常是高成本材料,建造速度较慢
148 |
149 | ## 选择性激光烧结 (SLS)
150 |
151 | 
152 |
153 | 选择性激光烧结 (SLS) 使用激光从塑料粉末中制造物体。首先,将一箱聚合物粉末加热到刚好低于聚合物熔点的温度。然后使用重涂刀片或擦拭器将一层非常薄的粉末材料(通常为 0.1 毫米厚)沉积到构建平台上。激光开始根据数字模型中布置的图案扫描表面。激光选择性地烧结粉末并凝固物体的横截面。当扫描整个横截面时,构建平台在高度上向下移动一层厚度。重涂刀片在最近扫描的层上沉积一层新的粉末,激光将物体的下一个横截面烧结到先前固化的横截面上。
154 |
155 | 
156 |
157 | 重复这些步骤,直到制造出所有物体。未烧结的粉末保留在原位以支撑物体,这减少或消除了对支撑结构的需要。从粉末床中取出零件并进行清洁后,无需其他必要的后处理步骤。零件可以抛光、涂层或着色。SLS 3D 打印机之间有许多差异化因素,不仅包括它们的尺寸,还包括激光的功率和数量、激光的光斑大小、加热床的时间和方式以及粉末的分布方式等。SLS 3D 打印中最常见的材料是尼龙(PA6、PA12),但也可以使用 TPU 和其他材料打印出柔韧的部件。
158 |
159 | 
160 |
161 | ## 微选择性激光烧结 (μSLS)
162 |
163 | μSLS 属于 SLS 或下文所述的激光粉末床融合 (LPBF)的技术。它使用激光来烧结粉末状材料,例如 SLS,但这种材料通常是金属而不是塑料,因此它更像是 LPBF。它是另一种微型 3D 打印技术,可以以微型(低于 5 μm)的分辨率创建零件。
164 |
165 | 
166 |
167 | 在 μSLS 中,将一层金属纳米颗粒墨水涂在基材上,然后干燥以产生均匀的纳米颗粒层。接下来,使用数字微镜阵列图案化的激光用于加热纳米粒子并将其烧结成所需的图案。然后重复这组步骤以在 μSLS 系统中构建 3D 部件的每一层。
168 |
169 | ## 激光粉末床融合 (LPBF)
170 |
171 | 
172 |
173 | 在所有 3D 打印技术中,这一项的别名最多。这种金属 3D 打印方法的正式名称为激光粉末床熔化 (LPBF),也被广泛称为直接金属激光烧结 (DMLS) 和选择性激光熔化 (SLM)。在这项技术发展的早期,机器制造商为相同的过程创建了自己的名称,这些名称一直沿用至今。特别指出,上述这三个术语指的是同一过程,即使某些机械细节有所不同。
174 |
175 | 作为粉末床融合的一种子类型,LPBF 使用一个金属粉末床和一个或多个(最多 12 个)高功率激光器。LPBF 3D 打印机使用激光在分子基础上逐层选择性地将金属粉末融合在一起,直到模型完成。LPBF 是一种高度精确的 3D 打印方法,通常用于为航空航天、医疗和工业应用创建复杂的金属零件。
176 |
177 | 
178 |
179 | 与 SLS 一样,LPBF 3D 打印机从分成切片的数字模型开始。打印机将粉末装入构建室,然后用刮刀(如挡风玻璃刮水器)或滚筒将其在构建板上铺成薄层。激光将层追踪到粉末上。然后构建平台向下移动,再涂上一层粉末并与第一层融合,直到构建出整个物体。构建室是封闭的、密封的,并且在许多情况下充满了惰性气体,例如氮气或氩气混合物,以确保金属在熔化过程中不会氧化,并有助于清除熔化过程中的碎屑。打印后,零件从粉末床中取出、清洗,并经常进行二次热处理以消除应力。剩余的粉末被回收再利用。
180 |
181 | LPBF 3D 打印机的差异化因素包括激光器的类型、强度和数量。小型紧凑型 LPBF 打印机可能有一个 30 瓦的激光器,而工业版本可能有 12 个 1,000 瓦的激光器。LPBF 机器使用常见的工程合金,例如不锈钢、镍高温合金和钛合金。有数十种金属可用于 LPBF 工艺。
182 |
183 | 
184 |
185 | ## 电子束熔炼 (EBM)
186 |
187 | 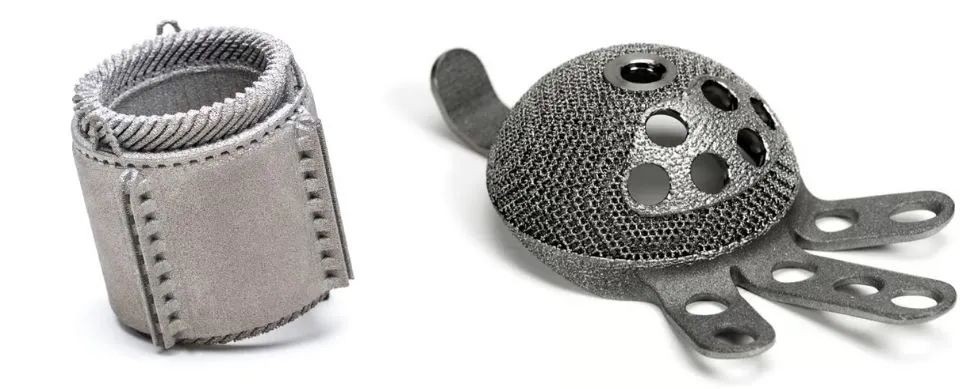
188 |
189 | EBM,也称为电子束粉末床熔合 (EB PBF),是一种类似于 LPBF 的金属 3D 打印方法,但使用电子束而不是光纤激光器。该技术用于制造零件,例如钛骨科植入物、喷气发动机的涡轮叶片和铜线圈。
190 |
191 | 电子束产生更多的能量和热量,这是某些金属和应用所需要的。而且 EBM 不是惰性气体环境,而是在真空室中进行,以防止光束散射。构建室温度最高可达 1,000 °C,在某些情况下甚至更高。因为电子束使用电磁束控制,所以它的移动速度比激光快,甚至可以分开以同时曝光多个区域。
192 |
193 | 
194 |
195 | EBM 优于 LPBF 的优势之一是它能够处理导电材料和反射金属,例如铜。EBM 的另一个特点是能够在构建室中将单独的部件相互嵌套或堆叠,因为它们不一定必须连接到构建板上,这大大增加了体积输出。与激光相比,电子束通常会产生更大的层厚度和更粗糙的表面特征。由于构建室中的高温,EBM 打印部件可能不需要通过打印后热处理来消除应力。
196 |
197 | # 四、材料喷射
198 |
199 | 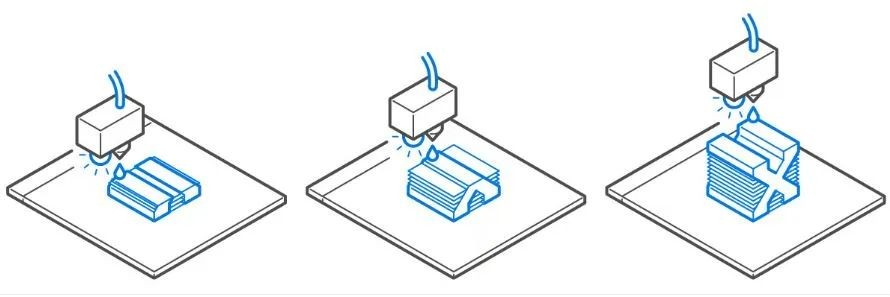
200 |
201 | 材料喷射是一种 3D 打印工艺,其中微小的材料液滴被沉积,然后在构建板上固化或固化。使用暴露在光线下会固化的光敏聚合物或蜡滴,一次一层地构建物体。材料喷射过程的性质允许在同一物体上打印不同的材料。这种技术的一个应用是制造多种颜色和纹理的零件。
202 |
203 | - 3D 打印技术的类型:材料喷射 (MJ)、纳米粒子喷射 (NPJ)
204 | - 材料:光敏树脂(标准、浇注、透明、耐高温)、蜡
205 | - 尺寸精度:±0.1 mm
206 | - 常见应用:全彩产品原型、类似注塑模具的原型、低运行注塑模具、医疗模型、时装
207 | - 优势:带纹理的表面光洁度、全彩和多种材料可用
208 | - 缺点:材料有限,不适合要求精密的机械零件,成本高于用于视觉目的的其他树脂技术
209 |
210 | ## 材料喷射 (M-Jet)
211 |
212 | 
213 |
214 | 聚合物的材料喷射 (M-Jet) 是一种 3D 打印工艺,其中一层光敏树脂被选择性地沉积到构建板上并用紫外线 (UV) 光固化。在一层沉积和固化后,构建平台降低一层厚度,重复该过程以构建 3D 对象。M-Jet 将树脂 3D 打印的高精度与线材 3D 打印 (FDM) 的速度相结合,以创建具有逼真的颜色和纹理的零件和原型。
215 |
216 | 所有材料喷射 3D 打印技术都不完全相同。打印机制造商和专有材料之间存在差异。M-Jet 机器以逐行方式从多排打印头沉积构建材料。这种方法使打印机能够在不影响构建速度的情况下在一条线上制造多个对象。只要模型在构建平台上正确排列,并优化每条构建线内的空间,M-Jet 就可以比许多其他类型的树脂 3D 打印机更快地生产零件。
217 |
218 | 
219 |
220 | 用 M-Jet 制造的物体需要支撑,它在构建过程中由可溶解材料同时打印,该材料在后处理阶段被去除。M-Jet 是为数不多的 3D 打印技术之一,可提供由多材料打印和全彩色制成的物体。材料喷射机没有爱好者版本,这些机器更适用于汽车制造商、工业设计公司、艺术工作室、医院和所有类型的产品制造商的专业人士,他们希望创建准确的原型来测试概念并更快地将产品推向市场。与桶聚合技术不同,M-Jet 不需要后固化,因为打印机中的紫外线会完全固化每一层。
221 |
222 | ### 气溶胶射流
223 |
224 | Aerosol Jet 是一家名为 Optomec 的公司开发的一项独特技术,主要用于 3D 打印电子产品。电阻器、电容器、天线、传感器和薄膜晶体管等组件均采用气溶胶喷射技术打印。它可以粗略地比作喷漆,但它与工业涂层工艺的区别在于它可以用于打印完整的 3D 物体。
225 |
226 | 将电子墨水放入雾化器中,雾化器会产生直径在 1 至 5 微米之间的液滴。然后气溶胶雾被输送到沉积头,被鞘气聚焦,从而产生高速粒子喷雾。由于整个过程使用了能量,该技术有时也被称为定向能量沉积,但由于材料在这种情况下呈液滴状,因此我们将其包含在材料喷射中。
227 |
228 | ### 塑料自由成型
229 |
230 | 德国公司 Arburg 创造了一种称为塑料自由成型 (APF) 的技术,它是挤出技术和材料喷射技术的结合。它使用市售的塑料颗粒,这些塑料颗粒在注塑成型过程中熔化并移至卸料单元。高频喷嘴关闭产生每秒多达 200 个直径在 0.2 至 0.4 毫米之间的塑料小液滴的快速打开和关闭运动。液滴在冷却时与硬化材料结合。一般来说,不需要后期处理。如果使用了支撑材料,则必须将其移除。
231 |
232 | ## 纳米粒子喷射 (NPJ)
233 |
234 | 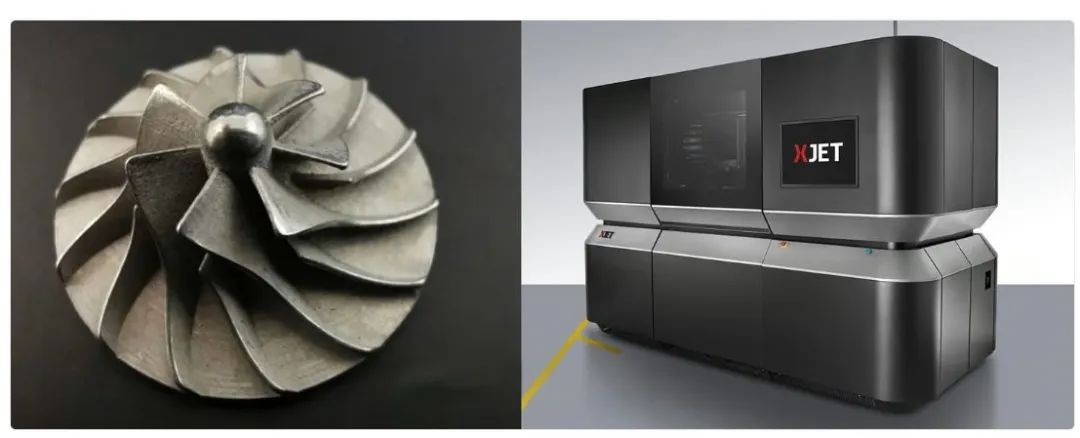
235 |
236 | NanoParticle Jetting (NPJ) 是为数不多的难以归类的专有技术之一,由一家名为 XJet 的公司开发,它使用带有数千个喷墨喷嘴的打印头阵列,可同时将数百万个超细材料滴喷射到超薄层的构建托盘上,同时同时喷射支撑材料。金属或陶瓷颗粒悬浮在液体中。该过程在高温下发生,喷射时液体蒸发,大部分只留下金属或陶瓷材料。生成的 3D 部件仅残留少量粘合剂,这些粘合剂在烧结后处理中被去除。
237 |
238 | # 粘合剂喷射
239 |
240 | 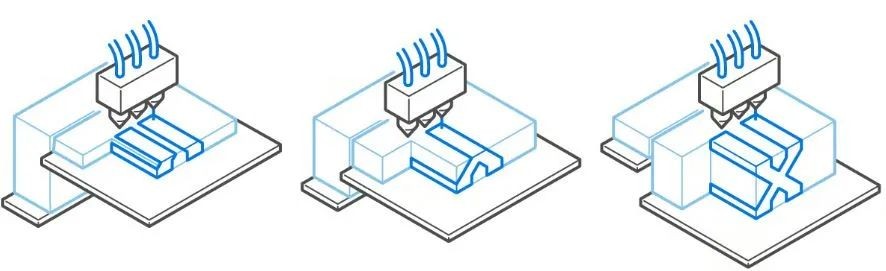
241 |
242 | 粘合剂喷射是一种 3D 打印工艺,其中液体粘合剂选择性地粘合一层粉末的区域。该技术类型兼有粉末床熔合和材料喷射的特点。与 PBF 类似,粘合剂喷射使用粉末材料(金属、塑料、陶瓷、木材、糖等),并且与材料喷射一样,液体粘合剂聚合物从喷墨器沉积。无论是金属、塑料、沙子还是其他粉末材料,粘合剂喷射过程都是相同的。
243 |
244 | 首先,重涂刀片在构建平台上涂抹一层薄薄的粉末。然后,带有喷墨喷嘴的打印头在床上方经过,选择性地沉积粘合剂液滴以将粉末颗粒粘合在一起。层完成后,构建平台向下移动,刀片重新涂覆表面。然后重复该过程,直到整个部分完成。
245 |
246 | 粘合剂喷射的独特之处在于打印过程中没有热量。粘合剂充当将聚合物粉末粘合在一起的胶水。打印后,零件被包裹在未使用的粉末中,通常会留下来固化。然后将零件从粉末仓中取出,收集多余的粉末并可重复使用。从这里开始,根据材料的不同,需要进行后处理,但沙子除外,沙子通常可以直接从打印机中用作型芯或模具。当粉末是金属或陶瓷时,涉及加热的后处理会熔化掉粘合剂,只留下金属。塑料零件后处理通常包括涂层以改善表面光洁度。您还可以抛光、涂漆和打磨聚合物粘合剂喷射部件。
247 |
248 | 粘合剂喷射速度快且生产率高,因此与其他 AM 方法相比,它可以更经济高效地生产大量零件。金属粘合剂喷射可用于多种金属,在最终用途消费品、工具和批量备件中很受欢迎。然而,聚合物粘合剂喷射的材料选择有限,并且生产的部件结构性能较低。它的价值在于能够制作全彩原型和模型。
249 |
250 | - 3D 打印技术的子类型:金属粘合剂喷射、聚合物粘合剂喷射、砂粘合剂喷射
251 | - 材料:沙子、聚合物、金属、陶瓷等。
252 | - 尺寸精度:±0.2 毫米(金属)或 ±0.3 毫米(沙子)
253 | - 常见应用:功能性金属零件、全彩模型、砂铸件和模具
254 | - 优势:低成本、大构建体积、功能性金属部件、出色的色彩再现、快速打印速度、无支撑设计灵活性
255 | - 缺点:对金属来说是一个多步骤的过程,聚合物部件不耐用
256 |
257 | ## 金属粘合剂喷射
258 |
259 | 
260 |
261 | Binder Jetting 还可用于制造具有复杂几何形状的固体金属物体,这远远超出了传统制造技术的能力。金属粘合剂喷射是一种非常有吸引力的技术,可用于批量生产金属零件并实现轻量化。由于粘合剂喷射可以打印具有复杂图案填充而不是实体的零件,因此所得零件的重量大大减轻,但强度却保持不变。粘合剂喷射的孔隙率特征也可用于实现医疗应用的较轻端部件,例如植入物。
262 |
263 | 总的来说,金属粘结剂喷射零件的材料性能与金属注射成型生产的金属零件相当,是金属零件批量生产中应用最广泛的制造方法之一。此外,粘合剂喷射部件表现出更高的表面光滑度,尤其是在内部通道中。
264 |
265 | ## 塑料粘合剂喷射
266 |
267 | 
268 |
269 | 塑料粘合剂喷射是一种与金属粘合剂喷射非常相似的工艺,因为它也使用粉末和液体粘合剂,但应用却大不相同。打印完成后,塑料部件会从其粉末床中取出并进行清洁,通常无需进一步处理即可使用,但这些部件缺乏 3D 打印工艺中的强度和耐用性。塑料粘合剂喷射部件可以填充另一种材料以提高强度。使用聚合物进行粘合剂喷射因其能够生产用于医学建模和产品原型的多色部件。
270 |
271 | ## 砂粘合剂喷射
272 |
273 | 
274 |
275 | 砂粘合剂喷射与塑料粘合剂喷射在打印机和打印流程上有所不同,所以这里将其进行区分。生产大型砂铸模具、模型和型芯是粘合剂喷射技术最常见的用途之一。该工艺的低成本和速度使其成为铸造厂的绝佳解决方案,因为使用传统技术很难在几小时内生产精细图案设计。
276 |
277 | 工业发展的未来不断对代工厂和供应商提出高要求。沙子 3D 打印正处于其潜力的开端。打印后,打印人员需要将型芯和模具从构建区域移除并清洁以去除任何松散的沙子。模具通常可以立即准备好进行铸造。铸造后,模具被拆开,最终的金属部件被移除。
278 |
279 | ## 多射流融合 (MJF)
280 |
281 | 
282 |
283 | 另一种独特且品牌特定的 3D 打印工艺不容易归入任何现有类别,实际上也不是粘合剂喷射,这就是 HP 的 Multi Jet Fusion。MJF 是一种聚合物 3D 打印技术,使用粉末材料、液体融合材料和细化剂。它不被认为是粘合剂喷射的原因是在这个过程中增加了热量,这会产生强度和耐用性更高的部件,而且液体并不完全是粘合剂。该过程的名称来源于执行打印过程的多个喷墨头。
284 |
285 | 在 Multi Jet Fusion 打印过程中,打印机在打印床上铺设一层材料粉末,通常是尼龙。在此之后,喷墨头穿过粉末并将熔化剂和细化剂沉积在其上。然后红外线加热装置在打印品上移动。无论在何处添加助熔剂,下层都会熔化在一起,而带有细化剂的区域仍保持粉末状。粉状部分脱落,产生所需的几何形状。这也消除了对建模支持的需要,因为下层支持打印在它们上面的层。为了完成打印过程,整个粉末床以及其中的打印部件被移动到一个单独的处理站,大部分松散的未熔融粉末被抽真空,可以重复使用。
286 |
287 | Multi Jet Fusion 是一种多功能技术,已在汽车、医疗保健和消费品等多个行业中得到应用。
288 |
289 | 
290 |
291 | # 六、粉末定向能量沉积
292 |
293 | 定向能量沉积 (DED) 是一种 3D 打印工艺,金属材料在沉积的同时被强大的能量供给和熔化。这是最广泛的 3D 打印类别之一,包含许多子类别,具体取决于材料的形式(线材或粉末)和能量类型(激光、电子束、电弧、超音速、热量等)。从本质上讲,与焊接有很多共同点。
294 |
295 | 该技术用于逐层打印,通常随后进行 CNC 加工,以实现更严格的公差。DED 与 CNC 的结合使用非常普遍,有一种称为混合 3D 打印的 3D 打印子类型,在同一台机器中包含 DED 和 CNC 单元的混合 3D 打印机。该技术被认为是一种更快、更便宜的小批量金属铸件和锻造件的替代品,以及用于海上石油和天然气行业以及航空航天、发电和公用事业行业应用的关键维修。
296 |
297 | 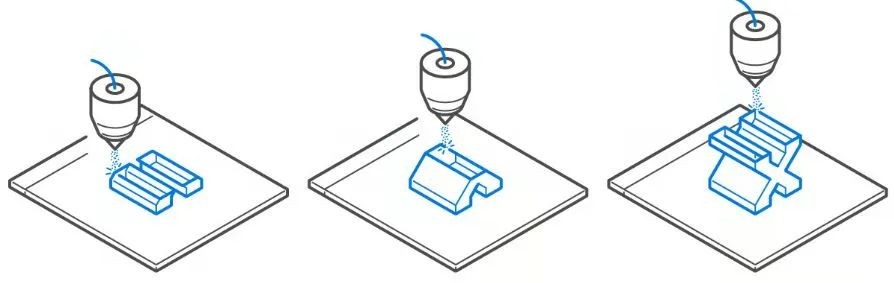
298 |
299 | - 定向能量沉积的子类型:粉末激光能量沉积、线弧增材制造 (WAAM)、线电子束能量沉积、冷喷涂
300 | - 材料:各种金属,线材和粉末形式
301 | - 尺寸精度:±0.1 mm
302 | - 常见应用:修复高端汽车/航空航天部件、功能原型和最终部件
303 | - 优势:高堆积率,能够向现有组件添加金属
304 | - 缺点:由于无法制作支撑结构而无法制作复杂的形状,通常表面光洁度和精度较差
305 |
306 | ## 激光定向能量沉积
307 |
308 | 
309 |
310 | 激光定向能量沉积 (L-DED),也称为激光金属沉积 (LMD) 或激光工程净成形 (LENS),使用通过一个或多个喷嘴送出金属粉末或金属丝,并通过强大的激光熔化构建平台或金属部件上。随着喷嘴和激光的移动或零件在多轴转盘上的移动,物体会逐层堆积。构建速度比粉末床熔化更快,但会导致表面质量降低和精度显着降低,通常需要大量的后加工。激光 DED 打印机通常具有充满氩气的密封室以避免氧化。在处理反应性较低的金属时,它们还可以仅使用局部氩气或氮气进行操作。
311 |
312 | 该工艺中常用的金属包括不锈钢、钛和镍合金。这种打印方法通常用于修复高端航空和汽车部件,例如喷气发动机叶片,但也用于生产整个部件。
313 |
314 | 
315 |
316 | ## 电子束定向能量沉积
317 |
318 | 
319 |
320 | 电子束 DED,也称为线电子束能量沉积,是一种与激光 DED 非常相似的 3D 打印工艺。它是在真空室中进行的,可以生产出非常干净、高质量的金属。当一根金属丝通过一个或多个喷嘴时,它会被电子束熔化。层是单独构建的,电子束形成一个微小的熔池,焊丝由送丝机送入熔池。在处理高性能金属和活性金属(例如铜、钛、钴和镍合金)时,选择电子束用于 DED。
321 |
322 | DED 机器实际上在打印尺寸方面不受限制。例如,3D 打印机制造商 Sciaky 拥有一台 EB DED 机器,可以以每小时 3 到 9 公斤材料的速度生产近 6 米长的零件。电子束 DED 被吹捧为制造金属部件最快的方法之一,尽管不是最精确的,这使其成为构建大型结构(例如机身)或替换零件(例如涡轮叶片)的理想加工技术。
323 |
324 | 
325 |
326 | ## 线控能量沉积
327 |
328 | 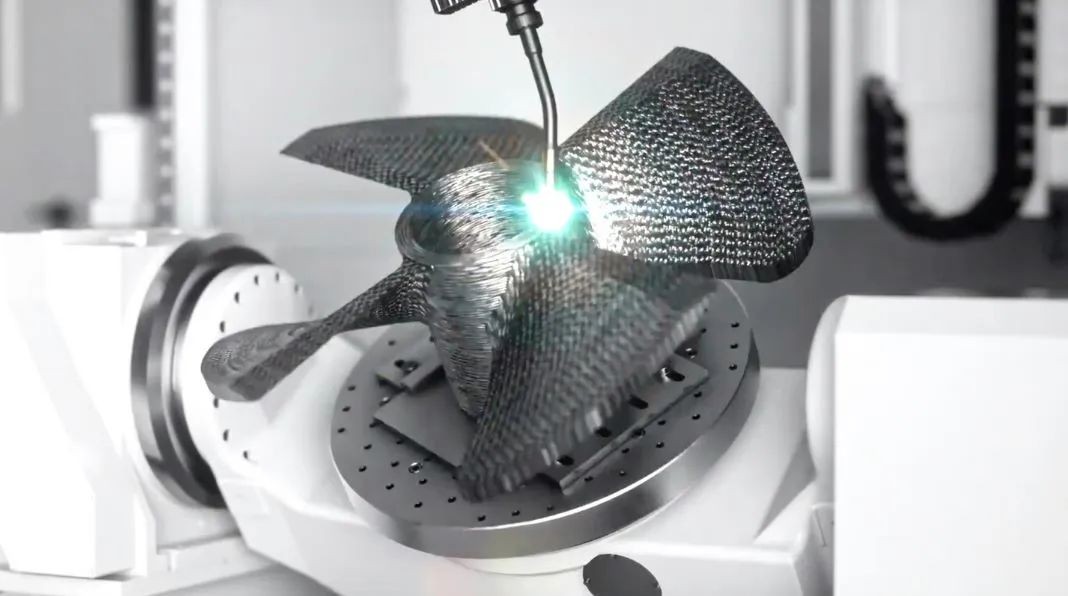
329 |
330 | Wire Directed Energy Deposition,也称为 Wire Arc Additive Manufacturing (WAAM),是一种 3D 打印,它使用等离子或电弧形式的能量来熔化线材形式的金属,并通过机械臂将金属一层一层地沉积到表面,例如多轴转盘,形成一个形状。之所以选择这种方法而不是选择激光或电子束的类似技术,是因为它不需要密封室,并且可以使用与传统焊接相同的金属(有时是完全相同的材料)。
331 |
332 | 电直接能量沉积被认为是 DED 技术中最具成本效益的选择,可以使用现有的弧焊机器人和电源,因此进入门槛相对较低。但与焊接不同,这项技术使用复杂的软件来控制过程中的一系列变量,包括机械臂的热管理和工具路径。这种技术没有要移除的支撑结构,成品零件通常在必要时经过 CNC 加工以达到严格的公差或表面抛光。
333 |
334 | 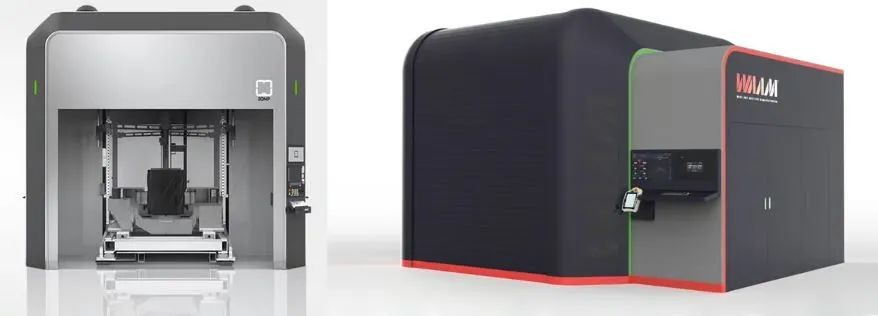
335 |
336 | ## 冷喷涂
337 |
338 | 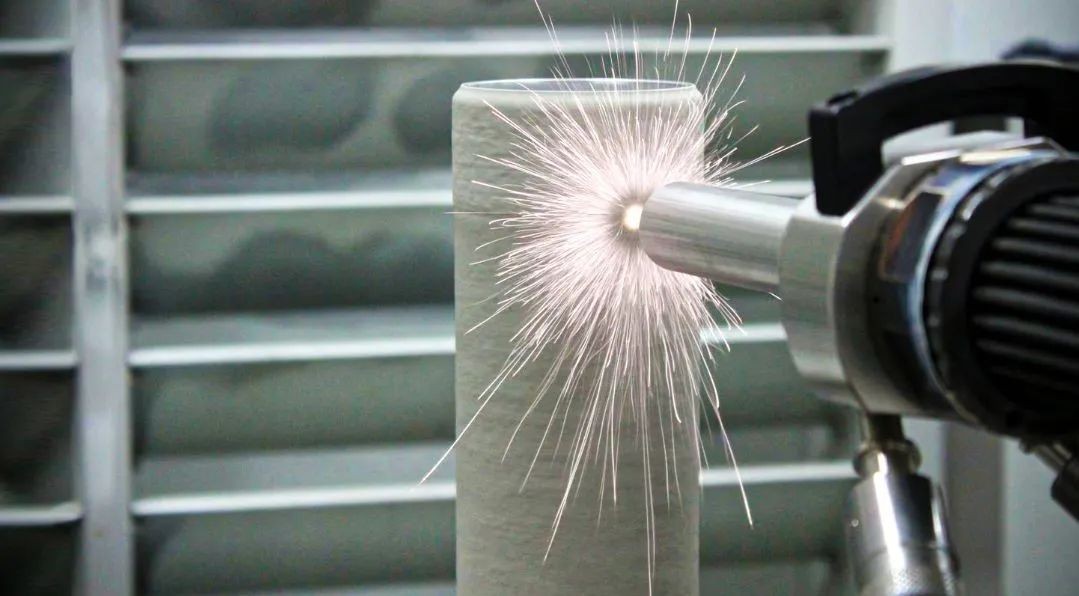
339 |
340 | 冷喷涂是一种 DED 3D 打印技术,以超音速喷涂金属粉末,以在不熔化的情况下将它们结合起来,几乎不会产生热裂纹或热应力。自 2000 年代初以来,它一直被用作涂层工艺,但最近,几家公司已将冷喷涂用于增材制造,因为它可以以比典型金属 3D 工艺高 50 到 100 倍的速度进行打印,并且不需要惰性气体或真空室。
341 |
342 | 与所有 DED 工艺一样,冷喷涂不会产生表面质量或细节都很好的打印件,但零件可以直接从打印床上使用。
343 |
344 | ## 熔融直接能量沉积
345 |
346 | 
347 |
348 | 熔融直接能量沉积是一种 3D 打印工艺,它使用热量熔化金属(通常是铝),然后将其逐层沉积在构建板上以形成 3D 物体。该技术与金属挤出 3D 打印的不同之处在于,挤出使用内部含有少量聚合物的金属原料,使金属可挤出。然后在热处理阶段去除聚合物,而熔融 DED 用纯金属。人们也可以将熔融或液态 DED 比作材料喷射,但不是一系列喷嘴沉积液滴,液态金属通常从喷嘴流出。
349 |
350 | 这项技术的变体正在开发中,熔融金属 3D 打印机很少见。使用热量熔化然后沉积金属的好处是能够使用比其他 DED 工艺更少的能量,并可能直接使用回收金属作为原料,而不是金属丝或高度加工的金属粉末。
351 |
352 | # 七、片材层压
353 |
354 | 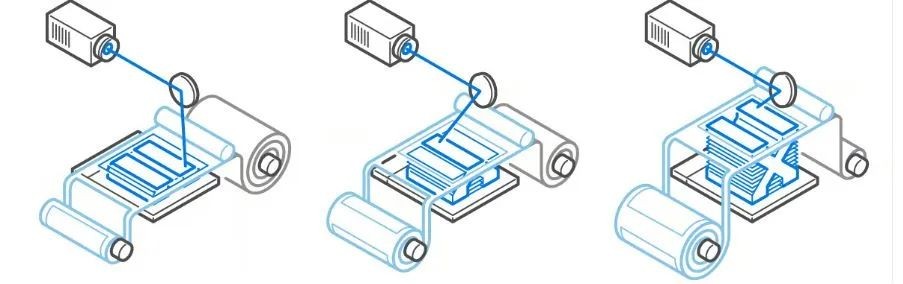
355 |
356 | 片材层压在技术上是 3D 打印的一种形式,与上述技术有很大不同。它的功能是将非常薄的材料片堆叠和层压在一起以产生 3D 物体或堆叠,然后通过机械或激光切割以形成最终形状。材料层可以使用多种方法融合在一起,包括加热和声音,具体取决于材料,材料范围从纸张、聚合物到金属。当零件被层压然后激光切割或加工成所需的形状时,会产生比其他 3D 打印技术更多的浪费。
357 |
358 | 制造商使用薄片层压以相对较高的速度生产具有成本效益的非功能性原型,可用于电池技术、生产复合材料,因为所使用的材料可以在打印过程中互换。
359 |
360 | - 3D 打印技术的类型:层压物体制造 (LOM)、超声波固结 (UC)
361 | - 材料:纸张、聚合物和片状金属
362 | - 尺寸精度:±0.1 mm
363 | - 常见应用:非功能原型、多色打印、铸模。
364 | - 优点:可以快速生产,复合打印
365 | - 缺点:精度低,浪费多,部分零件需要后期制作
366 |
367 | ## 层压增材制造
368 |
369 | 
370 |
371 | 层压是一种 3D 打印技术,其中将材料片层叠在一起并使用胶水粘合在一起,然后使用刀(或激光或 CNC 路由器)将分层物体切割成正确的形状。该技术如今不太常见,因为其他 3D 打印技术的成本已经下降、速度和易用性大幅增加。
372 |
373 | 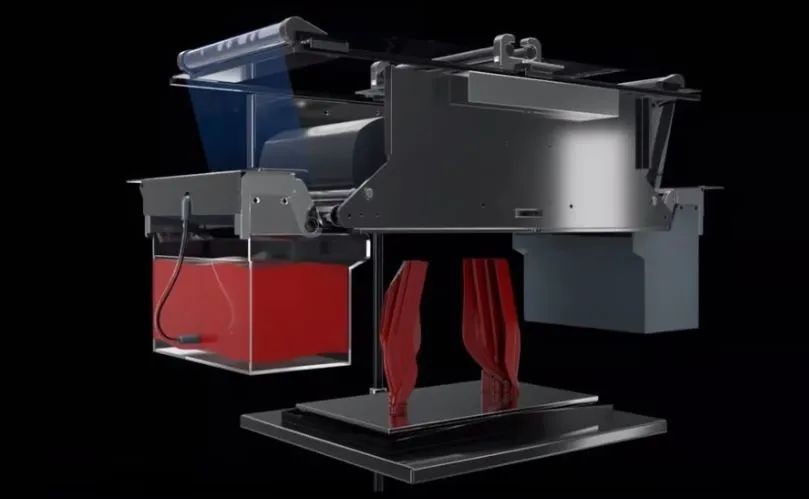
374 |
375 | - 粘性光刻制造 (VLM):VLM 是 BCN3D 的专利 3D 打印工艺,可将高粘度光敏树脂薄层层压到透明转移膜上。机械系统允许树脂从薄膜的两面层压,从而可以组合不同的树脂以获得多材料部件和易于拆卸的支撑结构。这项技术尚未商业化,但也可以属于其中一种层压 3D 打印技术。
376 |
377 | - 基于复合材料的增材制造 (CBAM):Startup Impossible Objects 为这项技术申请了专利,该技术将碳、玻璃或 Kevlar 垫与热塑性塑料融合在一起以制造零件。
378 |
379 | - 选择性层压复合材料制造 (SLCOM):EnvisionTEC,现称为 ETEC,归 Desktop Metal 所有,于 2016 年开发了这项技术,该技术使用热塑性塑料作为基础材料和编织纤维复合材料。
380 |
--------------------------------------------------------------------------------
/01~3DP 成型工艺/00~金属工艺/99~参考资料/2023~金属增材制造行业深度:新时代新工艺,先军后民踏上新征程.md:
--------------------------------------------------------------------------------
1 | > [原文地址](https://mp.weixin.qq.com/s?__biz=MjM5MDQ2Mjg3Mg==&mid=2652005357&idx=5&sn=f7d3150f9dedaf9ede19132126a139d0&chksm=bda2a51a8ad52c0c599a09a49e741fafa6505e8b9a0aa88b297b58b425c097739414406fc85f&mpshare=1&scene=1&srcid=0413SxfEyLwxIbkljIEc2PaN&sharer_sharetime=1681364331774&sharer_shareid=93b885adfe0da089cdf634904fd59f71&version=4.1.3.99242&platform=mac#rd)
2 |
3 | # 金属增材制造行业深度:新时代新工艺,先军后民踏上新征程
4 |
5 | - 新时代新工艺,加工优势突出:增材制造又称 3D 打印,是一种快速成型的工艺,通过逐层堆叠的方式完成零部件的加工。尤其是金属 3D 打印,在加工高复杂零部件、轻量化以及短生产周期等方面具有优势,先后经历了上升期、过热期、低谷期后,在国内外产业政策和技术路线图的扶持下,金属增材制造迎来了快速发展的成长期,即成熟度曲线的第四阶段。在通胀高企、地缘冲突加剧、供应链安全波动的大背景下,增材制造作为新时代大变局之下的新兴工艺,具有划时代意义和战略价值;
6 |
7 | - 行业三大趋势明显,降本增效拓展应用:经过多年的发展,金属 3D 打印产业逐渐发展出从软件服务到粉末制备,从设备组装到打印服务的完整产业链,产业链各环节形成了犬牙交错的竞争格局,而其中设备制造是核心环节,从竞争壁垒来看,金属 3D 打印具有技术、资质、人才和先入壁垒,头部玩家形成较强的马太效应。2020 年以来,下游航空航天需求激增,带来了行业层面国产化替代、设备大型化以及加工打印中心出现这三大改变。此外,随着下游客户对于成本、轻量化等要求提高,对模型进行拓扑优化以实现更轻的质量和更少的材料损耗,是近年来下游服务厂商及应用客户努力的方向。在金属增材制造的成本结构中,折旧费用和材料费用合计占 80%以上,结合敏感度分析,我们认为,材料价格、设备成本以及打印效率是影响打印成本的重要因素,而随着材料和设备成本下降以及打印沉积效率提升,增材制造的成本将有望不断下降,从而推动技术可应用空间的持续扩大;
8 |
9 | - 航空航天助推产业腾飞:观察产业发展的规律,先军后民往往是新工艺推广的主要方式,由于军用领域相较于民用领域成本敏感度较低,而金属增材制造在航空航天领域具有较大的轻量化及性能优势,因此率先在该领域得到应用。航天领域,近年来由于国家陆续开展了低成本生产战略战术武器的方法和新型空天体系的研究,金属 3D 打印完美符合了航天产业多品种、小批量、整体化、轻量化、低成本等需求,势必成为产业中主流加工技术,在卫星、武器装备、火箭、太空飞行器多个领域存在较大的增长空间;航空领域,近年来呈现快速增长态势,军用航空领域,通过增材制造制作的一体化结构有效的实现了飞机的减重增寿。民用航空领域,增材制造作为重要的减重手段,能够满足民航高可靠性、高标准的要求,逐渐得到民航制造业重视:根据我们的预测,未来二十年增材制造在悲观、中性和乐观假设条件下的潜在市场空间将分别达到 1107、1514、1967 亿元。无人机领域,多品种、轻量化、整体化、低成本化的背景以及蜂群式、僚机的战斗模式,非常符合金属 3D 打印的技术特点。动力系统领域,增材制造应用较多,其复杂设计、一体成型的特点,使得动力系统的零部件越来越多的使用该技术:未来二十年在国内民用航发领域的悲观、中性和乐观假设情境下的潜在市场空间分别为 281、614、998 亿元;
10 |
11 | - 民用领域方兴未艾:随着行业需求的多元化以及金属增材制造成本的下降,在其他领域的应用将逐步增多,并从试验件、预研件向产业化、规模化的应用过渡,未来工业领域的应用将打开增材制造行业天花板,带来更大市场空间。医疗领域:缩短了制造时间,同时制造出更多轻量化、结构复杂的植入物,为患者带来更多方便;模具行业:得益于 3D 打印的复杂模具具有较好的冷却效果,使得无后处理的近净成形成为了可能;热交换器领域:为其制造提供了更加紧凑、高效、模块化以及多元化的解决方案,尤其是对于异形件等复杂件的加工,3D 打印技术拥有传统工艺不具备的优势;
12 |
13 | # 一、增材制造行业介绍
14 |
15 | ## 1.1 产业政策积极乐观
16 |
17 | **增材制造工作原理:**又称 3D 打印,是一种快速成型技术,以计算机三维设计模型为蓝本,通过软件分离离散和数控成型系统,利用激光束、热熔喷嘴等方式将金属粉末、陶瓷粉末、塑料、细胞组织进行逐层堆积粘结,最终叠加成型,制造出实体产品。因此,3d 打印可以简单的理解为多层二维打印,3D 打印一般使用特制的材料,基于坐标系,按照三维的图纸,将其一层层喷涂或熔结到三维空间,从而制造出传统工艺难以制造的高复杂度产品。
18 |
19 | 
20 |
21 | **传统打印的区别:**与传统打印机类似,增材制造都是由数据驱动完成打印,且集合了软件、机械和电子等多个学科,但两者在打印材料和原理上有较多区别,例如传统打印主要是二维打印,数据输入主要以图片、文字等为主,而 3D 打印机输入源主要是以特定的三维模型等为主,因此较传统打印相比需要切片等步骤。目前 3D 打印技术主要包括金属和非金属两大类,金属类近年来发展较快,因此后面将着重针对金属增材制造进行介绍。
22 |
23 | **增材制造技术路线:**技术路线的不同直接影响到加工的方式和最终成型零部件的尺寸、精度和强度等。目前增材制造的主要技术路线大致可以按照材料及形态、热源、送料方式等进行分类:
24 |
25 | **材料:**目前主流的材料包括金属材料和非金属材料,两者产值比约为 4:6。截至 2021 年,可用于 3D 打印的材料种类达到了 2486 种,其中包含 988 种金属、1222 种聚合物以及 219 种复合材料。材料是根据需求选择的,同时,热源的选择也限制了材料的熔点。由于增材制造率先在航空航天等领域得到应用,近年来金属材料增速较快,2009-2020 年全球金属原材料营收年复合增速达 37.0%。金属材料中应用较多的包括钢材、铝合金、高温合金和钛合金等,同时有部分材料存在活性较强的问题,比如镁合金,在粉末状态下容易引起粉尘爆炸等风险,虽然可以通过全程气氛保护的方式实现加工,但由于成本过高和风险太大的原因,一直以来都停留在实验室阶段。非金属材料包括聚醚醚酮、陶瓷材料等,还包括细胞组织等;
26 |
27 | 
28 |
29 | **材料形态:**粉末材料是目前最常用的金属材料形态,此外,还有丝材、片材和液体等多种材料形态。增材制造对材料的要求与传统的加工工艺有所不同。以粉末为例,一般用于粉末冶金行业,粉末冶金工艺是将粉末预成型后使用高温高压的条件进行最终定型的工艺,整个过程中粉末发生的物理冶金变化较为缓慢,材料有充分的时间融合反应。而增材制造工艺在热源的作用下的冶金变化是极快的,热源和粉体材料直接接触,粉体材料没有模具和外部压力的作用。因此对于粉体材料的球形度、空心度以及粉径要求较传统的粉末冶金有所不同;
30 |
31 | **热源:**综合考虑气氛、成本、材料熔点以及技术难度等因素,目前大部分企业采用激光作为增材制造的热源,此外,高能电子束、等离子和电弧等也由于各自不同的特点在不同场景下得到应用。电子束和激光的工作原理不同,电子束是高能电子穿过靶材的表面进入一定深度后,通过振动靶材的分子实现将电子的动能转化为热能,而激光的加热方式则是直接使用光子加热靶材表面,激光并未穿透靶材,由于烧结材料的熔点和最终成型零部件的区别,不同的热源会形成不同的结构,在气氛保护上,高能电子束往往要求真空环境,而激光需要惰性气体保护;相比之下,等离子和电弧等热源主要依靠焊接热源将原材料融化,按照成形路径层层堆叠形成金属件,因此无需气氛保护。此外,还有部分热源是使用基板/基材加热的,目前国内使用的较少;
32 |
33 | **送料方式:**目前主要是送料方式主要包括铺粉、送粉/送丝等。其中铺粉工艺是将金属粉末铺放在基板上,控制热源沿着 X-Y 轴的路径将每层的粉末熔化烧结,并逐层堆叠形成零部件,特别适合制造复杂度高、加工成本高或者定制化程度高的零部件。送粉/送丝的技术主要通过激光熔头或者焊枪等逐层熔覆形成零部件,虽然在成型复杂度上略逊一筹,但是在生产效率上却有较大优势,且在零部件尺寸上没有限制。
34 |
35 | 
36 |
37 | ## 1.2 诞生和理论发展
38 |
39 | 由于增材制造的加工过程具有由二维到三维的堆叠特征,因此具有较为鲜明的优缺点:
40 |
41 | ### 优点
42 |
43 | (1)可快速加工成型结构复杂的零部件。3D 打印是将三维切片以得到二维的轮廓信息,通过叠层的方式实现零部件成型。因此这种方式不受零部件形状和内部复杂度的影响,尤其是制造一些结构复杂、使用传统工艺较难或者成本较高的产品时,具有突出优势。同时,定制化的特点使得 3D 打印可以根据消费者需求自由定制形状,真正实现按需生产;
44 |
45 | 
46 |
47 | (2)缩短产品研发周期。使用增材制造技术制造零部件直接由模型驱动,无需模具、夹具等辅助工具,凭借增材制造快速成型快速迭代的特点,可以有效的加快新产品的研发周期,节约昂贵的模具费用,提高产品迭代速度;
48 |
49 | 
50 |
51 | (3)材料利用率高。传统加工工艺会产生大量废料,存在相当的余料价值损耗,增材制造技术根据二维轮廓添加材料,按需制造,加工材料可回收二次利用,因此材料利用率显著高于传统加工模式。尤其是对于较为昂贵的金属材料如钛合金、高温合金等,可节约大量成本;
52 |
53 | (4)实现一体化、轻量化设计。3D 打印的应用可以在保证零部件性能的前提下,通过拓扑优化、结构设计等方法将复杂结构经过变换重新设计成简单结构,从而减轻重量,同时 3D 打印一体成型的加工方式也较大的节省了铆接和焊接的部位,从而进一步提升产品的可靠性;
54 |
55 | 
56 |
57 | (5)提高供应链柔性。3D 打印省去了雇佣较多产业工人、使用大型产线的建设点火试车环节,根据需求及时调整产能,具有“去模具、减废料、降库存”等优点,缩短产业链、提高供应链可靠性以及减少库存风险方面具有较大优势,在供应链安全受到挑战以及需求不确定的当下具有现实意义。
58 |
59 | ### 缺点
60 |
61 | 金属增材制造技术在加工材料、加工精度、表面粗糙度、加工效率上较精密加工仍有较大差距,而小批量的情况下实现了力学性能上,金属增材制造技术已经满足铸造的水平,部分零部件经过热处理后接近锻造水平,因此目前增材制造技术主要的竞争技术是小批量的精密铸造,在部分领域对锻造构成挑战。
62 |
63 | 
64 |
65 | ## 1.3 金属增材制造处于技术成熟度曲线第四阶段
66 |
67 | 技术成熟度曲线(the Hype Cycle):技术成熟度曲线又称 Gartner 炒作曲线,X 轴为时间,Y 轴为期望值,曲线描述了新技术的发展过程,从诞生到过热,到低谷,最后为人们理解和接受的完整阶段。技术成熟度曲线一共分为五个部分,目前我们判断金属增材制造在航空航天领域的应用处于第四阶段:
68 |
69 | - **上升期:**一项新的技术突破、样品成功试制等重大事件,标志着某项技术进入了人们的视野,该阶段是新技术最容易凋敝的阶段,大部分的技术路线在这一过程中都无法得到足够的应用而被抛弃。而行业巨头应用、国家政策支持或者资本的介入都会快速的提升人们对于新技术的预期,大量的初创企业出现。一般这个阶段,新的技术会在各大高校和科研院所诞生,但仅有少数技术能够得到产业界的认可,走出实验室;
70 | - **过热期:**随着技术走出实验室逐渐为人们了解,预期出现顶峰,大家对创新技术报以厚望,甚至高于其实际能力,该阶段最容易形成投资泡沫,大量的资本进入也推高了人们的期待,企业遍地开花。但此时的国产化率仍处于较低水平,核心的设备和工艺尚未掌握,因此大多情况下呈现出“两头在外”的代工模式。大量的资本进入催生出众多初创企业,但是大部分企业产品仍然属于低价值的初级阶段,不能满足实际需求;
71 | - **低谷期:**随着应用的落地,人们发现结果并不如预期,低于预期的财务受益和价值增值使得资本开始离开。伴随而来的是原先并没有自我造血能力的产能进行出清。顶峰期大量收购企业行业巨头账面上累计的商誉陆续减值,行业内外的资本退潮和补贴的退坡加速了产能的出清,随之而来的质疑让从业者的迷茫加深;
72 | - **成长期:**一些早期的企业克服了一些困难,解决了一些缺陷,并开始获得收益,可以继续努力前行。一些有潜力的技术路线和应用开始慢慢进入到试验阶段,进而产生正向的循环,与此同时,有较强预见性的产业资本开始进入行业,推动行业进入了第二轮发展期,此时的国产化设备渗透率伴随着产业规模的提高而扩大,内生性需求开始产生,产能的投资也开始进入了理性的爬坡期。随着技术成熟和需求的产生,赚钱效应开始出现,大量资本开支和一级融资项目的活跃标志着行业进入到快速发展期;
73 | - **成熟期:**技术的实际效应得到了产业内的客户的认可,越来越多的企业开始接受并使用该技术,产业进入成熟期。这个阶段,虽然利润在增长,但是技术路线和产业竞争格局开始稳定,于是资本开支开始放缓,产业进入到下一个技术的更新迭代中。
74 |
75 | 
76 |
77 | ### 历史沿革
78 |
79 | **早期阶段(1984 年以前):**3D 打印技术最早可以追溯到 19 世纪,摄影技术发明后,人们就开始讨论如何在三维空间中记录我们的影像。1859 年,法国雕塑家佛朗索瓦首次设计出多角度成像获取物品三维图像的方法,是今天 3D 扫描技术的鼻祖。1981 年 5 月,名古屋工业研究所的 Hideo Kodama 博士发表了快速原型的详细信息,该研究是逐层打印的第一篇文献。1982 年 Joseph Blanther 发明了用蜡板层叠的方法制作等高线地形图的技术。1984 年,三名法国工程师申请了立体光刻工业的专利,随后因为受限于计算机数字化建模、激光、材料等多方面因素,增材制造技术不具备商业前景而放弃了该项专利。而具有商业头脑的商人查尔斯胡尔(Charles W.Hull)获得了这项专利,并规定了 STL 的文件格式和数字切片的方法,使用紫外线固化光敏聚合物成型,通过这项专利,查尔斯成立了 3D system 公司,这是 3D 打印产业的萌芽期。
80 |
81 | 
82 |
83 | **发展阶段(1984-2006 年):**3D 打印技术在 1984-1996 年得到了商业化,SLA(1984)、FDM(1988)、SLS(1992)、3DP(1993)、EBM(1994)以及 SLM(1995)等目前主流的增材制造技术相继出现,而由于当时激光器功率较小,光纤激光器无法完全熔化金属,因此前期的 3D 打印技术主要围绕树脂等非金属材料,或者类似于 SLS 技术在金属表面附着一层非金属材料实现粘结,在性能上有所欠缺;
84 |
85 | 随后在 1996-2006 年 3D 打印技术快速发展,1996 年 3D system,Stratasys 和 Z Corporation 在上述已有技术的基础上,分别推出了新一代的优化技术如 LENS、DLP 等,行业内诞生了专注于某项技术的专业化公司,如 DTM(SLS 技术)、Arcam(EBM 技术)、Objet(Polyjet 技术)等,专业化分工的出现意味着产业规模开始扩大,同时工业级的设备开始逐步成型,相较于消费级和科研级的设备,工业级设备在成型效率、尺寸以及工作功率等方面具有明显优势。此外,海外较为成熟的技术开始应用于汽车、航空、齿科等领域。2002 年,国内高校如清华大学、华中科技大学、西安交通大学等开始研究 3D 打印,并研制出少量成型的样机,这些早期接触 3D 打印的高校是目前国内 3D 打印产业界和学术界的重要力量,在这个时期,国内开始出现市场化的企业,如上海联泰等,增材制造行业进入了上升期。
86 |
87 | **成长阶段(2006 年至今):**2006 年以来,行业进入了快速上升期,行业内有名的开源项目 RepRap 和 Fab@home 的出现以及 FDM 等专利技术的到期将消费级 3D 打印推上快车道。老牌增材制造企业如 3D system 开始了大量的并购,账目上积累的商誉成为日后的隐患。金融危机之下,增材制造被寄予厚望,奥巴马国情咨文的演讲将 3D 打印行业推上新的高潮。国内对于增材制造技术的关注也源于海外的一片火热,2012 年《十二生肖》中快速成型的技术引起人们的关注,随后 2014 年桌面级 3D 打印的热潮席卷国内,短短一年内涌现出上百家企业,国内增材制造进入过热期。在此之前仅有北京太尔时代和杭州铭展等少数企业,大部分企业从事的是两头在外的销售模式,核心技术和需求均依赖海外,因此在需求证伪的情况下进入了寒冬,短短两年内大量企业倒闭。在顶峰期大量收购企业的打印设备巨头 3D system 账面上累计的商誉陆续减值,行业内外的资本退潮和补贴的退坡加速了产能的出清,随之而来的质疑让从业者的迷茫加深,行业进入低谷期;
88 |
89 | 
90 |
91 | 2016 年,国内经过军队改革,新型号武器定型列装,带动增材制造等新技术逐步提高渗透率,这个阶段在航空航天领域使用增材制造的比例和价值量不断提高,行业内以铂力特、华曙高科为代表的企业也进入了资本开支快速提升的阶段。尤其是 2020 年以来,随着全球供应链的冲击加剧,地缘政治局势动荡等因素,增材制造行业重新获得人们的关注,二级市场中如铂力特估值快速提高,一级市场投融资速度明显加快,大量资本开支和一级融资项目的出现标志着行业进入到快速发展期。
92 |
93 | 
94 |
95 | ## 1.4 产业政策助力行业健康发展
96 |
97 | **背景介绍:**自 3D 打印技术诞生以来,一直面临与传统工艺的对比,因此产业的发展以及政策扶植一般来源于现实的危机。1998 年,受到东南亚经济危机的冲击,需求变得不稳定,同时供应链的安全被各国政府愈加重视。以美国为代表的发达国家制定了一系列 3D 打印相关的技术发展路线图催化相关产业的成熟。当时由美国国家制造科学中心领导的增材制造技术路线图开发得到了美国工业界、政府界以及学术组织的支持,形成的路线图将快速成型技术分为三个子类别,包括设计验证系统、过渡技术系统以及直接制造系统,它预测了行业的演进,虽然相关术语时至今日已经改变,但大体框架却保留了下来;
98 |
99 | 
100 |
101 | 此后,在 2009 年,全球性的金融危机带来了供应链的断裂以及需求的不确定性增强,美国政府将增材制造技术视为走出危机的重要技术路径。2009 年 12 月,奥巴马政府发布《振兴美国制造业框架》的政策纲要,将人工智能、3D 打印和机器人作为重振美国制造业的三大支柱。在 2009 年度增材制造路线图研讨会上,来自学术界、工业界和政府的 65 位专家共同制定了未来 10-20 年的增材制造研究的路线图,与会者在研讨会上提交白皮书,阐述对增材制造的看法以及未来的技术实现路径,涵盖了 26 条具体建议。与 1998 年的路线图不同,2009 年的路线图更加着重于研究领域,执行的机构大部分为研究机构,其中工业界参与度只有 32%,而大学等研究机构占比高达 45%,因此主要是用于课题的研究,因此相较于 1998 年路线图的前瞻性和准确性有所差距;
102 |
103 | 
104 |
105 | 美国国家增材制造创新机构 America makes 每隔一段时间组织力量对增材制造的技术发展路径进行制定,目前最新的一版为 2018 版。2016 年 9 月,在俄亥俄州,AMSC 组织了第二次面对面的闭门会议,审定了路线图的初稿,项目组分为八个小组,每个小组致力于特定领域最新的技术路线图对现有标准和开发中的标准进行编目,并根据需求修订新标准,随后进行差距分析,根据这些因素起草路线图,标准包括了设计、工艺、材料、资格认证、评估和后续维护等多个领域;
106 |
107 | 
108 |
109 | 2020 年以来,全球供应链遭遇冲击,以供应链弹性为核心的生产方式得到制造业的认可,增材制造具有无库存柔性生产等特点,因此在供应和需求不确定的情况下实现按需生产,因此近年来逐步得到各国政府的重视。下面列举了国内和国外近年来有关领域的产业政策:
110 |
111 | **国内政策方面:**增材制造技术在航空航天领域的率先应用以及在民用领域的广阔前景被世界各国政府逐步认可,在我国,金属增材制造技术的发展并不落后于海外,这得益于我国出台了较多的产业政策扶持增材制造技术,并制定了行业标准引导产业的健康有序发展。2020 年 2 月,工信部联合标准委员会发布《增材制造标准领航行动计划(2020-2022)》,明确提出了立足我国国情同时对标国际先进水平的增材制造标准体系,并提出了发展目标。在十四五规划中,明确了发展增材制造技术的重要性,并将其列为未来规划发展的重要领域;
112 |
113 | 
114 |
115 | **海外政策方面:**受到 2020 年以来全球供应链中断和人工成本提升的扰动,各国政府尤其是欧盟和美国等发达国家积极推动增材制造技术的使用,以帮助当地企业完成再工业化,恢复供应链的安全稳定。因此,美国和欧洲相继推出了增材制造技术路线图,2022 年年中,拜登政府推出了 AM forward 计划,旨在使用增材制造技术提高中小企业的竞争力。
116 |
117 | 
118 |
119 | ## 1.5 新形势下,全球供应链重塑带来增材制造的快速发展
120 |
121 | 二十世纪二十年代以来,全球主要面临三大矛盾:原材料价格高位滞涨、供应链安全遭遇挑战和国际冲突日益尖锐——物流成本抬高、生产效率降低,逆全球化的思潮冲击了人们本就脆弱的信任,供应链安全遭受挑战,地缘政治和局部冲突加剧了地区的不安全感,提高了对于快速响应和武装军队能力的要求,三大矛盾相互影响,构成了当今全球供应和需求双双不稳定的新局面;
122 |
123 | 增材制造的出现让各国发现了新形势下缓解原材料价格高位、供应链不稳定以及装备产能瓶颈的新方法——增材制造的材料回收率相较于传统工艺高、短流程的生产模式适合产业工人短缺以及基础工业薄弱的国家,而在国际地缘政治中受到威胁的国家,快速成型技术可以使其短期内具备较强的武装力量,因此近期各个国家都在积极使用增材制造技术解决其面对的问题;
124 |
125 | 以沙特为例,2022 年 12 月中国代表团访华期间,沙特各企业与中国签署了一系列企业合作协议,涵盖了运输、物流、医疗、建筑和制造业等等领域,协议价值高达 300 亿美元,其中代表团中出现了中国的 3D 打印企业西帝摩,沙特使用增材制造技术解决其油井钻头的更换,其无模具短流程短周期的特点,使其实现了钻头的快速更换。而沙特独特的地理条件和薄弱的工业基础也使其无法实现大规模的铸造,因此增材制造将成为其解决自身供应链安全、减少库存备货和仓储物流成本的重要方法。
126 |
127 | ## 1.6 小结
128 |
129 | 作为新兴工艺,通过降维成二维烧结逐层堆叠的加工模式,增材制造具有传统的变材制造和减材制造不具备的优势,对于超复杂结构、短周期高柔性需求以及高性能要求部件,其适应能力更强,制造成本更低。经历了上升期、过热期、低谷期,在 2016 年军队体制改革完成后新的武器装备定型以及 2020 年供应链不稳定性的背景下,增材制造逐渐被人们重视,各国纷纷出台产业政策扶持,行业进入了快速发展期,我们认为增材制造技术已经步入技术成熟度曲线的第四阶段。
130 |
131 | # 二、行业竞争格局
132 |
133 | ## 2.1 产业链情况
134 |
135 | 3D 打印行业大致可以分为上中下游三个环节。其中上游环节为原材料及零件,包括 3D 打印原材料、核心硬件和软件等,中游为 3D 打印设备和服务,其中在产业发展初期国产化率尚不高的情况下还存在 3D 打印设备代理商,下游主要为航空航天、汽车、医疗、消费及电子产品等领域:
136 |
137 | ### 上游——增材制造行业上游主要包括 3D 打印原材料、核心硬件和软件服务
138 |
139 | **3D 打印原材料:**是影响产品质量的重要因素,目前使用的金属粉末要求纯净度高、球形度、粒径分布窄、氧含量低。目前国内的金属 3D 打印材料已经基本满足国产设备及下游需求,设备厂商一般与第三方材料厂商合作开发各类金属材料及熔融工艺,少量 3D 打印设备及打印服务厂商会自主生产金属 3D 打印材料。目前国内比较知名的 3D 打印粉末提供商包括有研粉材、中航迈特、威拉里、宁波众远、西安赛隆等;
140 |
141 | 
142 |
143 | **核心硬件:**增材制造使用的核心硬件包括振镜和激光器,目前国内大部分企业主要采购自美国和德国,存在依赖进口的情况(以华曙高科为例,2022 年上半年振镜国产化率为 0.9%,激光器国产化率为 30.1%)。随着国产振镜和激光器的研制成功及性能提升,目前已实现部分进口替代。比较有名的激光器或振镜提供商包括锐科激光、创鑫激光、大族斯特、正时精控、金橙子等;
144 |
145 | 
146 |
147 | **软件服务:**3D 打印软件包括工业软件及应用软件,应用软件主要是产业链上下游主体基于需求开发提供,如辅助设计、工程处理、仿真模拟、智能处理软件,工业软件系统指控制 3D 打印设备的控制系统,是 3D 打印设备的核心中枢。目前行业内的大部分设备的工业系统大部分向第三方采购,软件性能提升依赖于软件服务。国内比较有名的工业软件服务商为安世亚太。
148 |
149 | ### 中游——增材制造行业中游主要包括 3D 打印设备制造商和设备技术服务提供商:
150 |
151 | **3D 打印设备:**其中 3D 打印设备是中游、也是产业链的核心主体。增材制造设备制造商研发、生产打印设备提供给下游客户使用,并根据客户反馈不断更新换代,向上游传递市场需求,推动产业链水平提升;
152 |
153 | **3D 打印服务:**近年来,随着增材制造需求的提升,出现了增材制造服务提供商,主要通过 3D 打印设备为客户提供打印服务及各类衍生的技术服务;
154 |
155 | **3D 打印设备代理商:**由于打印应用需求的增多以及打印设备厂商数量的提高,代理设备销售的中介企业也逐渐增多,随着上下游分散化趋势,代理设备企业将会进一步提高影响力。
156 |
157 | ### 下游——主要是各下游应用领域,包括航空航天、汽车、医疗、教育等领域。
158 |
159 | 目前由于增材制造行业最有活力的领域是航空航天,因此主要的客户结构来自于科研单位及高校、各大巨头企业的研发部门以及军工单位的下属院所,此外增材制造在快速修复的领域的优势使其在有相关需求的企业中有所应用,比如油气勘探中的钻头修复和更换,就使用了增材制造技术。
160 |
161 | 
162 |
163 | **公司间业务种类犬牙交错:**经过多年的发展,产业链中分化出多种增材制造企业类型,他们业务相互交错,形成了独特的业态分布:
164 |
165 | **纯粹的增材制造企业:**以铂力特、华曙高科、飞而康、鑫精合为代表的企业,为了扩充体量、争取足够多政策和融资的支持,大多向产业链上下游进行延伸,在多个领域进行布局,形成了增材制造的产业生态。同时,近年来,在军民融合和武器定型放量的大背景下,军工的订单呈现出“小核心,大协作”,即以主机厂为核心,在国内军民企业中寻找配套厂商,民营企业深度参与武器装备的研发、试制和量产。在这一背景下,增材制造企业也深度参与了航空航天领域零部件的试样,得益于军品订单的快速释放,行业内的部分头部公司纷纷拓展了从粉末到设备到服务的全产业链生态;
166 |
167 | **传统业务转型的巨头:**以天工国际、有研粉材、抚顺东工、敬业增材和钢研集团为代表的传统行业巨头纷纷入局,该部分企业凭借自身资本、产业、技术以及客户渠道等资源优势,在产业中取得了一定的优势;
168 |
169 | **下游客户研发部门:**此外还有一些行业参与者,他们属于各企业的科研单位,他们既是下游的终端客户,同时也参与到产业链的各个环节,是产业内不可忽视的力量。例如各大主机厂的科研单位,他们也会采购和招标金属增材制造设备,建设打印服务中心,以满足自身科研和批产的需求。
170 |
171 | 
172 |
173 | ## 2.2 竞争壁垒
174 |
175 | ### 技术传承
176 |
177 | 目前主流的增材制造技术主要分为选区熔化和直接能量沉积两条,下面将讲述两条技术路线的技术传承:
178 |
179 | - **选区熔化:**选区熔化技术主要包括激光选区烧结(SLS)、激光选区熔化(SLM)以及电子束熔融成型(EBM)等。选区激光烧结(SLS)技术最早由美国德克萨斯大学奥斯汀分校的 Carl Deckard 学者在其硕士论文中首次提出,此后由 DTM 公司将其商业化,即 SinterStation 2000,随后的 DTM 为 3D System 公司收购,而最早广义的 SLS 包括了非金属和金属两种加工工艺——区别在于非金属烧结对温度场和气氛控制的要求较高,而金属烧结则对激光能量密度和控制精度有较高要求。由于 SLS 技术在烧结金属的过程中,金属并未完全熔融,因此成型后的零部件在性能上有所缺陷,因此诞生了 SLM 技术,与 SLS 的区别在于金属粉末在加工过程中被快速熔化。SLM Solution 是选区激光熔融(SLM)路线的先行者,此后涌现出 3D system、EOS、雷尼绍以及 GE 等公司,技术路线得到了快速发展。早期在激光器功率不够的情况下,烧结金属的温度不达标,因此主要采用粉末外层包覆复合粘结剂的方式烧结,随着近年来高功率激光器的出现,直接烧结金属的工艺也愈发成熟。国内高校最早于上世纪 90 年代引入 SLM 技术,西北工业大学、华中科技大学以及北航等学校研究较多。2010 年以后,铂力特经过市场调研,瞄准了 SLM 技术作为主要的攻关方向,随后逐步形成了 EOS 代理加工、自研设备和打印服务的收入结构。DTM 的创始人许小曙从 3D system 离开后,回国创办了华曙高科,由 SLS 技术向 SLM 路线延伸,并逐步发展出非金属和金属两大技术路线。此外,EBM(电子束熔融成型)由瑞典的 Arcam 最早商用化,随后在国内的清华大学、西北有色研究院等研究机构有所应用,目前国内主要是清研智束、西安赛隆等企业;
180 |
181 | - **直接能量沉积:**能量沉积包括电弧增材制造(WAAM)、激光立体成型(LSF)、电子束能量沉积(EBFF)等。电弧增材制造技术主要是起源于英国的克兰菲尔德大学,随后挪威钛等公司将其商业化落地,国内的南京理工大学、华中科技大学以及西安交通大学凭借焊接领域的积累,研究成果先后在英尼格玛、武汉天昱以及西安增材创新研究院落地转化。激光立体成型最早由美国各高校的国家实验室发明,其中技术水平较为领先的是美国能源部下属的 AreoMet,此后国内如西工大、北航等高校也开始了研究,并在中科煜宸、鑫精合、北京煜鼎、铂力特等企业进行了成果转化。而电子束能量沉积技术由于应用较少目前国内没有知名的企业。
182 |
183 | 
184 |
185 | - **竞争门槛:**增材制造是高科技、高附加值的技术密集型产业,技术壁垒高、设备资本投资大,同时在生产工艺、性能指标上较传统制造业有更高的技术要求。另外,产业定制化属性也使得公司需要深度参与客户产业的产业前期论证和定制化设计,具有较强的客户黏性。目前增材制造技术尚处于产业快速成长期,因此核心技术团队在经验上的积累十分重要,先发者具有人才和数据库优势:
186 |
187 | - **技术壁垒:**由于增材制造设备涉及到粉末的快速烧结和冷却,因此振镜的精确定位、风场对粉末溅射的抑制和晶格结构的形成等方面技术难度较高,目前仅有少数增材制造企业掌握性能达到锻造水平的飞机承力结构试验件的生产工艺,具有较高的技术壁垒;
188 |
189 | - **认证资质壁垒:**由于目前增材制造的零部件主要应用于航空航天高端领域,下游客户对于保密性和可靠性要求较高。此外,目前航空航天下游客户以飞机、导弹、卫星等零部件制造商为主,隶属于航空工业、航天科工、航天科技等企业,相关研发体系中的研发人员人脉背景较为封闭集中,因此具有较强的客户渠道壁垒。此外,由于航空航天产品每个型号均需要经过立项、试制、预研、试飞、列装等不同阶段,产品定型后,供应商更改的难度较大,因此深度参与型号预研的产品供应商在型号落地后,也会进入稳定的合格供应商名单,新进入者短期内无法进入,只能针对新型号进行试制和预研,因此具有很高的进入壁垒;
190 |
191 | - **人才壁垒:**由于增材制造行业目前处于快速发展期,因此不同的技术路线尚未成熟,需要大量的研发人员投入研发和试错,有经验的增材制造工程师可以针对需求设计零部件结构和支撑,由于增材制造技术的前部设计需要结合专业知识,在零部件加工时深度介入,而核心人才团队可以有效的针对需求设计响应的结构,从而完成业务,因此核心骨干团队非常重要;
192 |
193 | - **先入壁垒:**增材制造产业属于 know-how 领域,设备的稳定性和控制的精度直接决定了成型零部件的成品率和性能,因此熟悉工艺、具有设备制造技术的先入者凭借多年来积累的数据库和实践经验在产业链中通过长年的设备迭代,在设备的稳定性和零部件的成型经验上积累了较多的数据,具有较强的先发优势。另一方面,由于增材制造粉末价格较高,而累计的品牌效应将使得客户在面对高价值量零部件的情况下更倾向于选择具有成熟经验、品牌力强的供应商。
194 |
195 | ## 2.3 设备大型化、打印中心出现及国产替代趋势明显
196 |
197 | **行业趋势:**虽然国内整体的增材制造水平较国外有较大的差距,但国内头部的金属增材制造企业经过多年的发展和积累,在产业化应用和规模生产方面已经处于国际领先水平。尽管在其他行业的研究中,投资者普遍性的将国内的上市公司与海外的公司进行对比,但我们需要指出——海外上市的增材制造企业主要为民用领域为主,技术也主要是粘结剂喷射、光固化等成本低、精度低的路线为主,而国内已上市和待上市的增材制造企业则是高精度、高成本的 SLM 等技术路线。除了由于海外高精度、高价值量的增材制造企业大多是某巨头的业务部门(如 GE additive)或家族企业(如 EOS)暂未上市计划,国内近年来航空航天大量的业务需求也使得行业内公司营收规模达到了上市条件,因此国内外上市的增材制造企业并不能简单的横向对比。而下游客户的需求牵动了产业链的发展升级方向:1)航空航天领域集中式的需求爆发,带动上下游军民企业加工中心的出现,2)主战装备大型零部件的需求提高,带来了对于增材制造设备大型化的需求,3)航空航天自主可控的要求促使国产核心零部件的替代进程加快:
198 |
199 | **设备大型化:**增材制造在大型钛合金件上的应用已逐渐成熟,针对下游客户的需求,增材制造企业不断提高装备的尺寸,以铂力特为例,其开发的 S 系列设备从 S210 的 100mm 尺寸到 S1000 的 1000mm 尺寸,在尺寸变大的同时,激光头的数量也随之增多,成型效率从 15 立方厘米每小时上升到最高 300 立方厘米每小时,提高了 20 倍。根据产业调研信息,每多一个激光头,成型效率提升在 20-50%左右不等,目前尚未见到瓶颈。此外,由于打印舱体的空间有限,目前激光头和振镜的数量是效率提升的瓶颈,因此利用振镜对激光进行分光的技术将是未来增材制造成倍提升效率的重要技术;
200 |
201 | 
202 |
203 | 小核心大协作下的加工中心出现:随着航空航天领域重点型号的定型,以主机厂为核心,民参军企业配套的趋势越来越明显,由此诞生了两种加工中心的模式:
204 |
205 | **1)小核心引导产业链升级:**主机厂出于供应安全及性能要求的考虑,参与加工中心的建设。主机厂布局打印中心与“小核心大协作”并不违背,而是一种产能补充。通过自建打印中心,下游客户更加直观的了解到行业发展情况,也能带动整体产业链升级:
206 |
207 | 中航沈飞布局增材制造带动产业链需求:2022 年 9 月 26 日,中航沈飞发布公告,全资子公司与沈北新区政府、沈阳航产集团三方签订《战略合作框架协议》,协同推进航空复材加工、钛合金成型及增材加工、沈阳航空智造生产基地等首期重点项目建设。本次建设旨在发挥供应链链长作用,完善新材料、新工艺布局,提升供应链配套质量及效率,缩短响应时间。我们预计,本次合作将为航空航天领域的增材制造设备的需求提供助力,并实现相关龙头企业业绩的快速增长;
208 | 航天六院增材中心建设启动:2021 年 9 月中心启动了产业化厂房建设及改造工作,2022 年 3 月启动一期项目建设,快速推进产业化实施。2022 年下半年,6200 平米厂房已经改造完毕投入使用,一期共有 40 台设备,已有 39 台设备投入使用,保证了先进动力型号的研制,与此同时,公司同步启动了产业化二期及三期项目的论证工作,目前已经完成二期及三期项目招标工作。11 月底设备陆续到位并于 12 月完成安装,随着二期三期项目的推进,下游需求快速增长,牵动产业链发展升级。
209 |
210 | **2)大协作加速扩产配套:**随着航空航天领域重点型号的定型,军工小核心大协作的趋势越来越明显。前期投入研发的企业纷纷建立起自己的打印服务中心,以铂力特、飞而康、鑫精合、钢研极光、河北敬业等为首的企业批量生产或购买打印设备进行航空航天核心零部件的打印工作,相关企业加快资本开支建设大中小型打印中心,为上游设备企业带来了较大的营收增长,以湖南华曙高科为代表,可以发现前五大客户中军工客户比例明显提高,此外军工客户的采购量也快速提升,公司产能利用率维持高位,体现出下游客户需求不断提高。此外,铂力特四期定增项目主要目标是建设金属增材制造粉末车间及 3D 打印服务中心,共计设备 505 台/套,意味着头部玩家开始进入批产阶段。
211 |
212 | 
213 |
214 | **国产化替代加速:**国产化替代既是下游客户为了自身供应的安全性和多元化的必然要求,同时也是设备制造商自身出于降本增效,提高产品竞争力的考虑,市场竞争的结果。与十年前国内大量采用海外进口设备相比,近年来国产增材制造设备的市占率逐步提升,以铂力特为例,上市前,铂力特的海外设备制造商代理收入占比高达 27.5%,近年来公司加大自研设备研发投入,代理业务逐渐减少,2022 年公司实现了设备的全部自研。同时,设备制造商也在积极探索核心零部件的国产化。对于激光选取熔化路线(SLM)来说,目前主要的核心零部件包括振镜、激光器、花键、电机,其中振镜和激光器国产化率仍然处于较低水平,也是设备中价值量较高的核心零部件。根据华曙高科答复函,2022 年上半年,国产激光器如创鑫激光已经实现部分供货,单价为 2.75 万元,相较于公司整体采购价 4.55 万元下降较多——一方面是由于公司采购较多的进口 IPG 激光器具有效率高、能耗低、精度高等优点,同时运行时功率衰减少,具有良好的稳定性,因此相较于其他激光器价格较高;另一方面是由于国产激光器生产成本、议价能力相较于海外激光器低。因此综合来看,近年来随着国产激光器厂商的加入,激光器的平均采购价格逐年降低。
215 |
216 | 除了目前较为清晰的三大趋势以外,拓扑优化也愈发成为近年来人们关注的重要话题,站在当下时间点来看,虽然目前第三方的拓扑优化团队尚未形成规模,但随着下游需求的多元化以及客户群体的分散化,我们认为,针对特定客户和特定场景的拓扑优化将成为主流。增材制造与拓扑优化彼此需要、相互促进,甚至带来新的需求:
217 |
218 | 
219 |
220 | 除了目前较为清晰的三大趋势以外,拓扑优化也愈发成为近年来人们关注的重要话题,站在当下时间点来看,虽然目前第三方的拓扑优化团队尚未形成规模,但随着下游需求的多元化以及客户群体的分散化,我们认为,针对特定客户和特定场景的拓扑优化将成为主流。增材制造与拓扑优化彼此需要、相互促进,甚至带来新的需求:
221 |
222 | 1) **拓扑优化与增材制造彼此需要:**拓扑优化是一种根据给定负载情况、约束条件和性能指标,在给定区域内对材料分布进行优化的数学方法,因此拓扑优化主要是基于有限元网络而非几何的。目前连续体拓扑优化的研究已经较为成熟,比较知名的工业软件包括美国 Altair 公司的 Hyperworks 系列软件中的 OptiStruct 和德国的 Fe-design 公司的 Tosca(目前已经被达索收购,集成到 Abaqus 中)。拓扑优化和增材制造的集成能够充分发挥两者的优势和潜力。区别于传统的经验式的设计模式和面向设计的性能评估,拓扑优化实现了根据性能要求建立模型,并针对需求进行优化。而经过拓扑优化的方案存在的大问题是结构形式复杂、可制造性差,而拓扑优化是通过有限元分析和计算机仿真模拟计算的结构,因此只有在不考虑结构工艺约束的情况下才能发挥最好的效果。早年间工程师尽管通过拓扑优化设计了很多结构独特、高性能的产品,但是往往囿于工艺限制不得不进行妥协,遵循“实现性优先”,舍弃原有的优势。增材制造的出现解决了这一问题,通过堆叠的方式将三维的实体转化为二维的加工过程几乎对复杂度不敏感,从而实现了自由化的设计。因此企业可以根据自身需求设计并打印复杂的产品,不再受到工艺和制造资源的束缚的工程师也能够真正实现“设计即生产”,因此增材制造让拓扑优化的价值得以完全发挥。同时,另一方面看,增材制造离不开拓扑优化,由于增材制造的原材料价格较传统工艺高,因此要实现平价甚至经济上的优势,拓扑优化是重要的方法。通过拓扑优化确定和去除不影响零部件刚性的材料,在满足功能和性能要求的基础上实现轻量化,不仅美观独特,而且节省了大量材料,尤其是昂贵的原材料。因此从这个角度来看,拓扑优化与增材制造相辅相成、互相成就,拓扑优化技术是增材制造工业软件的核心技术之一;
223 |
224 | 
225 |
226 | 2)**设计评估与自反馈闭环:**增材制造的零部件在打印前、中、后期均需要进行评估,典型的评估方法包括性能仿真和点阵仿真。在打印过程中往往会碰到过度变形、部件开裂、刮板碰撞、支撑断裂等等问题,这与打印前的仿真模拟息息相关。与传统方式不同,增材制造的成本很高,无法承担多次打印失败的风险,因此仿真环境尤为重要,而全数字化的设计及加工方式也为数字孪生提供了可能。由于增材制造涉及到材料的快速熔化和凝固,因此对于熔池的动力学控制以及晶体结构的生长要求更高。一款设计方案诞生后,需要进行数字仿真模拟,然后根据仿真模拟结果优化设计和支撑方案,接着进入下一轮的模拟,直至通过模拟测试。随后,在设备中进行线程试验,试验过程中,软件进行实时模拟仿真,预判可能出现的问题并及时调整。打印结束后,根据部件后续的性能测试进一步优化设计方案,形成闭环;
227 |
228 | 
229 |
230 | 3)**创新设计拓展新的需求:**在目前的增材制造应用中,下游往往会希望增材制造能够替代已有的零部件的制造工艺,诚然,这是目前下游客户最容易接受的路径,但我们同时需要指出,尽管目前大部分的需求仍来自于已有的工艺替代的需求,但新的需求将诞生于创新的设计——例如文创产品,通过拓扑优化和点阵设计的文创产品将引发消费者的购物欲望,从而催生出新的需求。因此,从供给端的角度来看,将来随着增材制造的特性与创新性的设计结合,将在更多的领域催生出新的需求。
231 |
232 | ## 2.4 增材制造成本下降曲线分析
233 |
234 | **增材制造成本拆分:**为了分析增材制造的成本下降的可能性,我们将增材制造加工过程分为八个过程,分别为气体消耗成本、设备调整成本、冷却分离和表面处理成本、设备维护成本、粉末成本、电能消耗成本和折旧成本,此外,还有预先设计与研发的支出成本。在这些成本中,气体消耗成本、设备调整成本、冷却分离和表面处理成本、设备维护成本等均属于历史统计即可得出的数据,由于技术进步较慢等原因在短期内不会发生太大变化,而粉末成本、电能消耗成本以及折旧成本,由于与零部件的情况相关,因此需要具体分析;
235 |
236 | 我们将历史相关的成本参数进行了估计,并以一个具体的零部件为例分析相关成本结构以及敏感度。我们假设了一个零件大小 935mm*526mm*1463mm 的钛合金零部件,由于粉末烧结过程需要附加额外的支撑结构以维持零部件的形状,此处假设支撑部分占零部件的比例约为 10%,模型复杂度方面,设定单层层高为 20μm,模型复杂度为 0.06(即零部件实际成形速度相对于打印机堆积效率的比,越小说明越复杂),以铂力特 S1000 打印机为参考,得出最终的成本大约为 119 万元,其中折旧费用和粉末成本最高分别占比 48.3%和 36.6%;
237 |
238 | 
239 |
240 | 与铂力特对比可知,打印服务方面,原材料成本、人工费用以及制造费用分别占比约 20%/20%/60%,其中人工费用、制造费用高于模型的主要原因包括前期设计成本和后处理成本等。敏感性分析方面,粉末价格变动 ±20%,成本变动 ±7.3%;设备价格价格变动 ±20%,成本变动 ±9.6%;人均薪酬变动 ±20%,成本变动 ±1.8%;
241 |
242 | 
243 |
244 | 
245 |
246 | 根据我们对柏灵激光、飞而康、威拉里、西安赛隆等企业的调研,2012 年以来,设备端成本下降了 4/5、材料下降了 3/4、效率提升四倍、所需支撑下降了 33%,良品率提升了 10 个百分点,分析成本下降的主要原因是加工效率提升带来的单缸机时的下降、规模生产粉末的价格下降、支撑优化后粉末用量的下降。根据我们的模型计算,2012 年以来总成本下降了 84.2%,预计未来到 2025 年设备成本下降 50%,材料价格下降 20%,沉积效率提升 3 倍,支撑比例不变,良品率提升 3 个百分点,总成本下降一半。由于增材制造计算成本是按照机时折旧与粉末消耗为主,因此与注塑成形和粉末冶金相比,在零部件数量满足一定条件的情况下,将具有优势;
247 |
248 | 
249 |
250 | 据此我们可以画出 2022 年当前时间点下,某款具体的 3D 打印零部件的成本与注塑成形、粉末冶金零部件的对比,需要指出的是,一缸粉末增加额外数量的零部件的边际成本几乎相当于粉末本身的成本,因此严格意义上来说,3D 打印零部件的成本应该呈现阶梯式跳跃上升。根据我们的模型推算,3D 打印在 2022 年的技术水平之下,打印 400 件以内的某款零部件的成本相较于注塑成形有较大优势,而假设到 2024 年技术有所提升,各项成本有所下降,效率提高之下,增材制造可以实现 400 件的成本低于粉末冶金。同时我们可以看出,到 2025 年,打印零部件数量达到 1600 件时,3D 打印成本才会高于注塑成形,反映出随着 3D 打印技术的进步带来的成本降低,3D 打印成本相比传统工艺存在优势的零件数量级逐渐变大,增材制造批产的应用空间不断提高。
251 |
252 | 
253 |
254 | **成本下降未来可期:**近年来成本下降呈现加速趋势,主要原因是 17 年以后多激光头的出现、下游需求旺盛带来粉末规模效应提高等因素,我们认为未来增材制造降本的主要思路包括:1)新的技术路线;2)打印效率提高带来的机时下降;3)粉末价格的下降;4)拓扑优化和支撑优化减少粉末用量,未来随着增材制造的成本降低,将带来更多的需求应用。
255 |
256 | ## 2.5 小结
257 |
258 | 增材制造的产业链大致分为上游的原材料、核心零部件以及软件服务,中游的打印设备和打印服务以及下游的具体应用等。经过多年的发展,产业链衍生出不同类型的企业,包括了纯粹的增材制造企业,为了争取足够的资源,他们大多依靠自身优势向产业上下游延申,形成自身生态;也包括了传统业务转型的巨头,凭借自身积累在产业内取得了一定优势;还有一些下游客户自身的研发部门,由于对自身行业有较多了解,因此通过与设备厂合作参与到打印加工环节,拥有一定的议价能力。从技术传承来看,增材制造大致分为选区熔化路线和直接能量沉积路线,相似路线可以延伸和拓展。同时,增材制造具有一定的竞争门槛,包括技术壁垒、认证资质壁垒、人才壁垒以及先入壁垒。从行业发展趋势来看,国内和海外上市企业出现了一定的分化,国内的增材制造企业朝着设备大型化、打印服务规模扩大化以及国产化替代的方向发展。同时,未来随着增材制造下游应用越来越多,第三方的拓扑优化企业将会越来越多,通过将增材制造的工艺和行业知识结合,传统的设计方法将会被面向需求的拓扑设计方法替代,并衍生出更多新的需求。最后我们根据产业调研和历史数据拆解了当前增材制造的成本结构,得出了在一定的生产数量内增材制造的成本低于注塑成型和粉末冶金,随着增材制造各环节成本的降低,将其临界数量将逐渐右移,带来更多的需求应用。
259 |
260 | # 三、行业需求情况
261 |
262 | 全球 3D 打印市场进入快速发展期,我国增速突出:经过多年发展,增材制造产业进入了快速发展发展期,根据《Wohlers Report 2022》报告显示,2021 年全球增材制造市场规模达到 152 亿美元,同比增长 19.5%,其中产品市场规模为 62.29 亿美元,同比增长 17.5%,服务收入为 90.15 亿美元,同比增长 20.9%,2017-2021 年年复合增速 20.1%。根据报告预测,到 2025 年增材制造收入规模较 2021 年将增长近 2 倍,达到 298 亿美元,到 2031 年增材制造收入规模将较 2021 年增长 5.6 倍,达到 853 亿美元。而我国的增材制造产业近年来增速明显快于全球,根据中国增材制造产业联盟估算,2021 年我国增材制造企业营收约 265 亿元,近四年平均增长率约为 30%,较全球平均增速高出近 10 个百分点,2021 年,50 家规模以上企业总营收达到 91.2 亿元,比 2020 年的 65.5 亿元增加近 30 亿元,同比增长 39.2%。根据赛迪顾问预测,未来三年我国 3D 打印产业复合增长率为 24.1%,2024 年产业规模增长至 500 亿元;
263 |
264 | 
265 |
266 | 工业级增材制造设备明显增多,其中金属近十年增长十倍:根据《Wohlers Report 2022》显示,2021 年全球工业级增材制造设备(指面向工业且售价在 5000 美元以上的机器)销售量达到 26272 台,较 2020 年增长 24.9%。过去十年全球金属增材制造设备销售量实现了超过十倍的增长,2021 年度全球金属增材制造装备销售量约为 2397 台,较 2020 年增长了近 10.7%;
267 |
268 | 
269 |
270 | 下游应用领域多元化,应用深度不断拓展:增材制造已经被广泛应用于航空航天、汽车、医疗等领域,并逐步被尝试应用于更多领域。如航空航天领域,具有成本不敏感、性能要求高、减重需求大等特点,因此增材制造的先天优势较大,成为了近年来应用领域最多,价值量占比最高的领域。医疗/牙科领域定制化需求较多、消费者价格承受力强,同时时间周期较短,也非常适合使用增材制造产品。此外,在汽车、消费电子、科研等领域,增材制造均发挥着重要作用,因此在各个领域均具有较大的增长潜力。根据 Wohlers Report 2022 报告显示,2021 年增材制造主要应用于航空航天、汽车、消费与电子品、医疗/牙科、学术科研等领域。
271 |
272 | 
273 |
--------------------------------------------------------------------------------
 40 |
45 |
46 |
47 |
64 |
97 |
116 |
117 |
118 |
119 |
120 |
121 |
122 |
123 |
124 |
125 |
126 |
127 |
128 |
129 |
130 |
131 |
132 |
143 |
144 |
145 |
146 |
155 |
156 |
157 |
--------------------------------------------------------------------------------
/01~3DP 成型工艺/02~光固化/SLA/打印精度/99~参考资料/2020~LiqCreate~树脂 3D 打印中的抗锯齿 (AA) 和模糊.md:
--------------------------------------------------------------------------------
1 | # 树脂 3D 打印中的抗锯齿 (AA) 和模糊
2 |
3 | 几种 3D 打印技术,例如 [SLA、MSLA 和 DLP](https://www.liqcreate.com/zh-CN/支持文章/sla-dlp和lcd-3d打印机有什么区别/) 用于逐层固化感光树脂,形成 3D 打印物体。为了获得 3D 打印部件,DLP 打印机使用 [DMD 芯片](https://www.liqcreate.com/zh-CN/支持文章/解释了-2k-4k-8k-分辨率-3d-打印机和树脂/) 以暴露每一层中的正确像素。在 MSLA 3D 打印机中,这是通过 LCD 屏幕完成的。两个图像都是由像素组成的。每个像素都可以单独打开或关闭。在打开的像素处,光源将暴露树脂,使其局部固化。关闭的像素会阻挡光线,树脂不会固化。因此,当近距离观察表面时,完美的印刷品将始终具有像素化表面。可以使用抗锯齿 (AA) 和模糊等新的曝光技术来减少像素化。但是,如果使用不当,会降低尺寸精度或产生不良的表面光洁度。
4 |
5 | _来自 formlabs 的图片:DLP 投影仪中的像素与其激光技术相比。一个_ _DLP 使用数字投影仪在整个平台上一次投影每一层的单个图像。由于每一层的图像都是数字显示的,所以它是由许多正方形像素组成的。_
6 |
7 | ## 什么是抗锯齿 (AA) 和模糊?
8 |
9 | 网上有很多信息,例如软件开发人员 [奇图盒](https://www.chitubox.com/en/article/support/indepth/technology/52). 由于并非所有信息都清楚,我们决定执行我们自己的测试并将结果发布在本文中。很多理论都是基于 Autodesk Ember 团队进行的研究。他们研究了如何制作单个体素以及灰度如何工作。他们将像素从深灰色(几乎是纯黑色)排列到纯白色以固化树脂。他们的研究表明,当灰度级低于某个值时,不会有反应(固化)。但是,从深灰色到一定的临界亮度,树脂中开始形成半圆形的固化部分。在实践中,灰色像素(半圆形固化体素)将合并到相邻(完全固化)体素中。通过控制像素的亮度,可以产生任意大小的体素,并且可以达到亚像素精度(理论上)。在下面的视频中了解有关 Autodesk 测试和理论的更多信息。
10 |
11 | 像 EnvisionTEC / ETEC 等具有封闭 DLP 系统的公司一直在使用此系统和类似系统 [像素操作](https://patents.google.com/patent/EP1894705B1/en) 工具很长一段时间来实现更高分辨率的打印。直到最近它才被集成到开放式树脂 3D 打印机中,值得在切片机中输入随机值之前阅读结果。
12 |
13 | ## 抗锯齿 (AA) 和模糊的测试设置 Liqcreate 树脂。
14 |
15 | 对于这个测试,我们选择了一个完全开放的树脂 3D 打印机,[Elegoo Mars 3](https://www.elegoo.com/collections/3d-printing?gclid=CjwKCAiAvaGRBhBlEiwAiY-yMKeegCmlIBXUK3Ww8bfkj8clZlDtb3clYstNJ7AFkNiSMPbLGYH_CBoCls8QAvD_BwE) 与...结合 [Liqcreate Clear Impact](https://www.liqcreate.com/zh-CN/ 产品展示/clear-impact/). 每次测试都使用 50 微米设置 [设置数据库](https://www.liqcreate.com/zh-CN/支持文章/3D打印参数-elegoo-mars-3/). Chitubox 软件(免费版)和 Elegoo Mars 3 固件更新到最新版本(Chitubox V1.9.1 和 Mars 3 [firmware V4.5.0-1.0-e13_LCDE1_4098X2560_F21.28](https://www.elegoo.com/blogs/3d-printing/mars-3-3d-printer-support-files))。Chitubox 有两个设置可以设置为 Mars 3. 首先是抗锯齿 (AA),可以关闭,或设置为灰度 0 到 8 之间的数字。此外,可以关闭模糊的级别,或设置在因子 2 或 4 之间。
16 |
17 | ## 抗锯齿和模糊如何用于树脂 3D 打印?
18 |
19 | 像素化表面在打印部件的弯曲区域最为明显。我们在这个测试中使用了一个 50 毫米高的半球体。在本文后面显示切片图像时,它始终位于零件弯曲区域的球体的一半。
20 |
21 | __
22 |
23 | _图像:半球体和半球体的横截面。_
24 |
25 | 让我们看看使用抗锯齿 (AA) 和模糊设置在 Chitubox 中生成什么样的图像。关闭 AA 和模糊时的原始切片图像如下所示。纯黑白像素。
26 |
27 | 
28 |
29 | _图像:关闭 AA 和模糊时的纯黑白像素。_
30 |
31 | 当关闭 AA 和 Blur 时,球形看起来会像下图那样像素化。
32 |
33 | __
34 |
35 | _图像:切片器将计算每一层的像素,结果是一个像素化的表面,尤其是对于球形形状可见。_
36 |
37 | 这个像素化的表面可以通过抗锯齿(灰度)和模糊设置进行操作,如果使用得当的话。在下图中,您可以看到选择抗锯齿选项时灰度的作用。G0 表示灰度级 0(这是最低灰度级),数字越大表示灰度级越高。在图像中,可以看到外边缘获得了额外的灰色像素层。在灰度 2 之前,灰度的数量会增加,而从灰度 3 起,只有像素的强度更亮。在灰度 8 下,所有像素又是黑白的,这完全没用。在所有情况下,模糊功能都已关闭。
38 |
39 | 
40 |
41 | 让我们看看模糊功能是如何工作的。在此示例中,在灰度 0 上启用了抗锯齿 (AA) 选项,并且模糊功能从左侧的 Blur off 更改为右侧的 Blur 4。
42 |
43 | 
44 |
45 | _图像:切片文件的示例是在灰度级别 0 上启用了抗锯齿 (AA) 选项。模糊级别从左侧的模糊关闭变为右侧的模糊 4。_
46 |
47 | 正如在前面的测试中看到的,灰度函数将只操纵外部像素的灰度。模糊功能将控制有多少外层会受到灰度的影响。需要注意的是,在高度模糊的情况下,灰度同时开始向内渲染,导致中心区域的原始白色像素变为灰色。这可能会导致光功率不足,并可能导致固化问题。选择图像模糊级别时,请注意选择较高级别。
48 |
49 | ## 打印机如何响应抗锯齿和模糊?
50 |
51 | 很高兴看到 Chitubox 切片器在抗锯齿和模糊方面工作得非常好,但硬件也能正常工作也很重要。在一个 [从 2021 年 XNUMX 月开始学习](https://www.reddit.com/r/AnycubicPhoton/comments/lcpfxk/anycubic_photon_mono_antialiasing/),一个 Anycubic Photon Mono 用户在他们的打印机上尝试了抗锯齿,发现特定的打印机没有按预期工作。打印机不是灰度级,而是将灰度级解释为 100% 亮度下的较短曝光时间。虽然它应该是在较低亮度下的 100% 曝光时间。
52 |
53 | 随着 [来自 Github 的 UV 工具](https://www.liqcreate.com/zh-CN/支持文章/解释了在树脂-3D-打印中测试的抗锯齿-aa-和模糊/Release-v2.29.0-·-sn4k3/UVtools-·-GitHub),我们设计了一个不同灰度等级的文件来测试是否更新了 Elegoo Mars 3 会妥善处理。
54 |
55 | __
56 |
57 | _图像:具有不同灰度/亮度级别的设计文件_
58 |
59 | __
60 |
61 | _图片: Elegoo Mars 3 启用抗锯齿 (AA) 或灰度级时,一次曝光 3 个不同的亮度级别。_
62 |
63 | 从上面的图像和测试可以看出,灰度在最新版本的 Elegoo Mars 3 与 Chitubox 结合使用。下一步是查看实际结果。
64 |
65 | ## 树脂 3D 打印在实践中的抗锯齿
66 |
67 | 本文测试了 18 种不同的配置,总打印时间超过 144 小时。我们从参考开始,使用各种不同的 AA 和模糊设置以 50 微米的层厚对半球体进行切片。关闭抗锯齿功能后,可以看到像素化表面。
68 |
69 | __
70 |
71 | _图像:抗锯齿关闭,结果是像素化表面(AA=关闭;B=关闭)。左边是 3D 打印的零件,右边是零件中间的切片层的横截面。_
72 |
73 | __
74 |
75 | _图像:抗锯齿在 0 级打开,模糊关闭 (AA0;B0)。左边是 3D 打印的零件,右边是零件中间的切片层的横截面。_
76 |
77 | __
78 |
79 | _图像:抗锯齿在 1 级打开,模糊关闭 (AA1;B0)。左边是 3D 打印的零件,右边是零件中间的切片层的横截面。_
80 |
81 | __
82 |
83 | _图像:抗锯齿在 2 级打开,模糊关闭 (AA2;B0)。左边是 3D 打印的零件,右边是零件中间的切片层的横截面。_
84 |
85 | __
86 |
87 | _图像:抗锯齿在 3 级打开,模糊关闭 (AA3;B0)。左边是 3D 打印的零件,右边是零件中间的切片层的横截面。_
88 |
89 | __
90 |
91 | _图像:抗锯齿在 4 级打开,模糊关闭 (AA4;B0)。左边是 3D 打印的零件,右边是零件中间的切片层的横截面。_
92 |
93 | __
94 |
95 | _图像:抗锯齿在 5 级打开,模糊关闭 (AA5;B0)。左边是 3D 打印的零件,右边是零件中间的切片层的横截面。_
96 |
97 | __
98 |
99 | _图像:抗锯齿在 6 级打开,模糊关闭 (AA6;B0)。左边是 3D 打印的零件,右边是零件中间的切片层的横截面。_
100 |
101 | __
102 |
103 | _图像:抗锯齿在 7 级打开,模糊关闭 (AA7;B0)。左边是 3D 打印的零件,右边是零件中间的切片层的横截面。_
104 |
105 | __
106 |
107 | _图片:抗锯齿在 max 级别(级别 8)和模糊关闭(AA8;B0)。左边是 3D 打印的零件,右边是零件中间的切片层的横截面。_
108 |
109 | ## 关于抗锯齿(灰度)的结论
110 |
111 | 不幸的是,很难在图片中捕捉像素并在相似条件下比较所有部分。当查看彼此相邻的部件时,在启用抗锯齿并关闭模糊时,所有部件的表面上都有可见的像素。查看部件上侧的像素,抗锯齿级别 2 和 3 表现最佳,抗锯齿级别 7、8 和关闭时表现最差。让我们看看如果我们将它与模糊结合会发生什么。
112 |
113 | ## 在实践中使用树脂 3D 打印进行模糊处理
114 |
115 | 在抗锯齿(或灰度)旁边,大多数基于树脂的 3D 打印机都提供模糊选项。抗锯齿会影响对象周围的外部像素层,并创建不同级别的灰度像素。Blur 功能将与 Anti-Aliasing 一起使用,并将影响多少外部像素获得灰度。在这个测试中,模糊级别 2 是在不同级别的抗锯齿之上测试的。模糊级别 2 是撰写本文时可用的最低模糊级别。更高的级别也倾向于向内渲染并且未经测试。
116 |
117 | __
118 |
119 | _图片_: _在最低级别(级别 0)进行抗锯齿,在级别 2 进行模糊处理(AA0;B2)。左边是 3D 打印的零件,右边是零件中间的切片层的横截面。_
120 |
121 | __
122 |
123 | _图片_: _级别 1 的抗锯齿和级别 2 的模糊 (AA1;B2)。左边是 3D 打印的零件,右边是零件中间的切片层的横截面。_
124 |
125 | __
126 |
127 | _图片_: _级别 2 的抗锯齿和级别 2 的模糊 (AA2;B2)。左边是 3D 打印的零件,右边是零件中间的切片层的横截面。_
128 |
129 | __
130 |
131 | _图片_: _级别 3 的抗锯齿和级别 2 的模糊 (AA3;B2)。左边是 3D 打印的零件,右边是零件中间的切片层的横截面。_
132 |
133 | __
134 |
135 | _图片_: _级别 4 的抗锯齿和级别 2 的模糊 (AA4;B2)。左边是 3D 打印的零件,右边是零件中间的切片层的横截面。_
136 |
137 | ## 关于抗锯齿 (AA) 和模糊的结论
138 |
139 | AA 和 Blur 有助于减少树脂 3D 打印部件的像素化。应根据树脂和应用研究最佳设置是什么。通过切换抗锯齿 (AA) 并关闭模糊可以获得最佳精度,但是当树脂正确拨入时,像素将可见。
140 |
141 | 如果需要减少像素化,最好将灰度级保持在 0 到 4 之间,或者关闭模糊,或者使用 max 最多 2 级模糊。使用抗锯齿和模糊时,表面将具有较少定义的像素,并且可能会出现一些其他小的缺陷,例如模糊表面的条纹。
142 |
143 | 查看我们的结果,我们是否使用过 [Liqcreate Clear Impact](https://www.liqcreate.com/zh-CN/ 产品展示/clear-impact/) 树脂上 Elegoo Mars 3 和 Chitubox 作为切片机。我们发现最好的结果是抗锯齿(灰度)级别为 3 与模糊级别 2 相结合。一些较小的细节(在像素级别)与像素一起被冲掉。如果这对您的应用程序来说是可以接受的,那么可以选择使用抗锯齿和模糊设置。
144 |
--------------------------------------------------------------------------------
/header.svg:
--------------------------------------------------------------------------------
1 |
--------------------------------------------------------------------------------
/01~3DP 成型工艺/99~参考资料/2022~浅谈 3D 打印技术.md:
--------------------------------------------------------------------------------
1 | # 浅谈 3D 打印技术
2 |
3 | 3D 打印技术的应用始于 20 世纪 80 年代,涵盖产品开发、数据可视化、快速成型和特殊产品制造领域。如今随着技术的不断发展,3D 打印也衍生出涵盖建筑、工程建造(AEC)、工业设计、汽车、航空、军事等领域的应用服务。本篇文章将带大家走进 3D 打印技术,在深入研究各项打印技术原理的同时,也会从各个打印切片软件的特性及如何提高打印质量等方面展开漫谈,最后一起探讨 3D 打印技术应用于建筑或者测绘项目中的可能性。
4 |
5 | # 3D 打印技术简述
6 |
7 | 3D 打印也被称为增材制造(Additive Manufacturing, AM),可指任何打印三维物体的过程。打印的过程首先来源于一个 3D 模型,该模型可以经各类 3D 软件建模得出,或者通过三维扫描仪扫描而得。所得的模型经过转换后,变成可被切片软件读取的文件格式,例如 STL./OBJ.等。在切片软件的帮助下,三维模型分区成逐层的截面,即切片,从而指导打印机逐层打印。打印机读取切片文件后,即可打出想要的 3D 模型【1】。
8 |
9 | 
10 |
11 | 3D 打印技术根据层叠方法和使用材料的不同,也分为不同的种类。接下来就市场上主流的几种增量工艺进行阐述。
12 |
13 | ## 立体光刻技术(SLA)
14 |
15 | 光固化 3D 打印(激光扫描)成型,最早起源于上世纪 80 年代,也是世界上最早且较为成熟的一种快速成型技术之一【2】。下图是关于 SLA 技术工作原理的示意图,一定波长的紫外光(250 nm ~ 400 nm)经过振镜投射到液态树脂表面,引起光聚合反应,以由点到线、由线到面的顺序凝固,一层层的层截面叠加绘制,最终逐层打印完成 3D 立体模型。
16 |
17 | 
18 |
19 | ## 熔融沉积成型技术(FDM)
20 |
21 | 熔融沉积成型(FDM)是上世纪八十年代末产生的技术。FDM 的工作原理是,将丝状的热塑性材料通过喷头加热熔化。喷头底部带有微细喷嘴(直径一般为 0.2 ~ 0.6mm),在计算机控制下,喷头会根据 3D 模型的数据移动到指定位置,将熔融状态下的液体材料挤喷出来并最终凝固。材料被喷出后沉积在前一层已固化的材料上,通过材料逐层堆积形成最终的成品【3】。
22 |
23 | 
24 |
25 | ## 选择性激光烧结技术(SLS)
26 |
27 | 选择性激光烧结(Selective Laser Sintering, SLS),主要是利用粉末材料在激光照射下高温烧结的基本原理,通过计算机控制光源定位装置实现精确定位,然后逐层烧结堆积成型。其工作原理是先用铺粉滚轴铺一层粉末材料,通过打印设备里的恒温设施将其加热至恰好低于该粉末烧结点的某一温度,接着激光束照射在粉层上,使被照射的粉末温度升至熔化点之上,进行烧结并与下面已制作成形的部分实现黏结。当一个层面完成烧结之后,打印平台会下降一个层厚的高度,铺粉系统继续为打印平台铺上新的粉末材料,然后控制激光束再次照射进行烧结,如此循环往复,层层叠加,直至完成整个三维物体的打印工作【4】。
28 |
29 | 
30 |
31 | ## 分层实体成形技术(LOM)
32 |
33 | 分层实体成形又称层叠成形法(Laminated Object Manufacturing, LOM),以薄片材(如纸片、塑料薄膜或复合材料)为原材料,通过薄片材进行层叠加与激光切割而形成模型。其成形原理为激光切割系统按照计算机提取的横截面轮廓数据,将背面涂有热熔胶的片材用激光切割出模型的内外轮廓。切割完一层后,工作台会下降一层高度,在刚形成的层面上叠加一层新的片材,并利用热粘压装置使之粘合在一起【5】。
34 |
35 | 
36 |
37 | ## 数字光处理 (DLP)
38 |
39 | 数字光处理(Digital Light Processing , DLP),该技术是业界公认的第二代光固化成型技术,距今已有 20 多年的发展历史。DLP 技术主要是通过投影仪来逐层固化光敏聚合物液体,从而创建出 3D 打印对象的一种快速成型技术。这种成型技术首先利用切片软件把模型切薄片,投影机播放幻灯片,每一层图像在树脂层很薄的区域产生光聚合反应固化,形成零件的一个薄层,然后成型台移动一层,投影机继续播放下一张幻灯片,继续加工下一层,如此循环,直达打印结束,所以不但成型精度高,而且打印速度也非常快【6】。
40 |
41 | 
42 |
43 | ## 选择性区域光固化技术(LCD)
44 |
45 | LCD 在 3D 打印技术中是新兴技术,近几年开始流行起来,成本大大降低,入手门槛触手可及,精度媲美 DLP,它使用紫外线照射固化树脂作为成型方式。LCD 3D 打印机工作原理是利用液晶屏 LCD 成像原理,在计算机及显示屏电路的驱动下,由计算机程序提供图像信号,在液晶屏幕上出现选择性的透明区域,紫外光透过透明区域,照射树脂槽内的光敏树脂耗材进行曝光固化,每一层固化时间结束,平台托板将固化部分提起,让树脂液体补充回流,平台再次下降,模型与离型膜之间的薄层再次被紫外线曝光。由此逐层固化上升打印成精美的立体模型【7】。
46 |
47 | 
48 |
49 | ## 对比
50 |
51 | 根据每种打印技术的优点及其局限性,不同的打印技术可被选择用来打印不同的物体以达到最佳效果。综合上述的六种 3D 打印技术,本文就应用范围、总体准确性、材料选择和后处理需求四个方面来进行比较。
52 |
53 | 
54 |
55 | # 实 验
56 |
57 | **3.1 背景**
58 |
59 | 对于 3D 打印技术应用而言,软件、硬件、材料是最重要的三个基础环节。软件作为其中之一,其类型覆盖 CAD 建模、CAM 数据预处理、CAE 仿真、生产管理等多方面。市面上最热门的针对 FDM 的 3D 打印数据软件主要有三款,分别是 Cura、PrusaSlicer 还有 Simplify3D【8】,下面简单带大家了解一下这三款软件。
60 |
61 | **3.1.1 Cura**
62 |
63 | Cura 是一款由 Ultimaker 开发的免费开源 3D 打印切片软件,速度快、切片稳定,可跨平台支持多种操作系统。凭借上手度高、专业性强等优点,Cura 快速成为打印切片软件中的佼佼者。Cura 的功能分为模型切片和打印机控制两大部分,操作界面简单明了,对每个参数都提供了详尽的提示,非常容易上手。虽由 Ultimaker 开发,但支持绝大多数桌面 3D 打印机。
64 |
65 | 
66 |
67 | 图 8 creality slicer 4.2 操作界面(内核为 Cura)
68 |
69 | **3.1.2 PrusaSlicer**
70 |
71 | PrusaSlicer 是一款基于 Slic3r 二次开发的免费开源 3D 打印切片软件,曾被称为 Slic3r Prusa Edition 或 Slic3r PE。此前 Slic3r 虽功能强大、用途广泛,但某些功能很难使用,基于其开发的 PrusaSlicer 则具有简洁的用户界面,分为了模型摆放区、打印设置区、材料设置区以及打印机设置区,清晰明了,操作效率大大提升。同时,该软件支持 FDM/FFF、LCD、DLP 打印工艺数据处理,同时内置第三方打印机配置文件,软件可设置为中文,用户可快速上手。
72 |
73 | 
74 |
75 | 图 9 PrusaSlicer2.4.0 操作界面
76 |
77 | **3.1.3Simplify3D**
78 |
79 | Simplify3D 是用于桌面级 3D 打印的集成软件解决方案,功能强大,在国内也颇受欢迎。Simplify3D 的相对于其他切片软件,切片速度极快。而且 Simplify3D 的参数控制窗口采用选项卡模式,具有更好的用户体验。软件所持有的模拟功能也更为详细,可以使用户在打印之前看到所有的设定信息,如打印速度、顺序等,以便发现在打印过程中的问题。针对多喷头打印可同时支持 6 种以上材料打印,这为诸如颜色混合或定制材料属性的应用提供了更大的自由度。
80 |
81 | 
82 |
83 | 图 10 Simplify3D 操作界面
84 |
85 | **3.2 实验内容**
86 |
87 | 实验中采用的 3D 打印机为创想三维旗下的 CR-10Smart,该机型成型技术为 FDM,打印尺寸为 300*300*400mm,打印材料为 PLA1.75mm。实验从五个方面进行比较分析,前四个分别为 3D 打印切片软件、填充图案、回抽距离和悬挂角度。最后一个为 FDM 和 LCD 打印机模型的对比。
88 |
89 | **3.2.1 实验一:软件对比实验**
90 |
91 | 第一个实验将针对同个模型,分别用 3 款切片软件:Creality Slicer、PrusaSlicer、Simplify3D 进行切片后,放入打印机中打印得到模型,最后对模型效果、打印速度、耗材量等方面进行分析比对。该实验采用的是小船测试模型,模型大小为 X:50mm、Y:25.84mm、Z:40mm,模型效果如下图所示。
92 |
93 | 
94 |
95 | 图 11 小船测试模型
96 |
97 | 切片软件参数的设置会对模型最终的打印效果产生重大影响,现将三款软件的主要参数设置为一致,参数列表如下图所示。
98 |
99 | 
100 |
101 | 表 2 3D 切片软件基本参数
102 |
103 | 实验结果如下图所示,Prusaslicer 打印时间为 1h0min,耗材量为 7.03g;Creality Slicer 打印时间为 1h7min,耗材量为 7g 左右;Simplify3d 打印时间为 0h50min,耗材量为 7.04g。
104 |
105 | 模型效果而言,Prusaslicer 打印的小船模型侧面线性纹理较为明显,无明显斑点。顶部轮廓较为光滑,未出现明显空隙。底部文字较为清晰。
106 |
107 | Creality Slicer 打印的小船模型侧面线性纹理较为明显,有明显斑点。侧面船身部分层出现空隙,顶部轮廓较为光滑,未出现明显空隙。底部文字较为清晰。
108 |
109 | Simplify3D 打印的小船模型侧面线性纹理不明显,无明显斑点。顶部轮廓较为光滑,但出现些许空隙。底部文字非常清晰。
110 |
111 | 
112 |
113 | 
114 |
115 | > 3D 打印规模增速快 打印材料丰富多样成为重要助推力
116 | >
117 | > 受益于 3D 打印技术的进步以及市场需求的爆发,3D 打印行业进入快速成长期,进而也拉动与其相关的 3D 打印机附件、3D 打印材料以及 3D 打印服务等产业链的发展。特别是 3D 打印材料产业规模不断扩大,种类日趋丰富,正成为 3D 打印技术的重要推动力。 随着 3D 打印
118 |
119 | 
120 |
121 | 图 12 模型侧立面对比图
122 |
123 | 
124 |
125 | 
126 |
127 | 
128 |
129 | 图 13 模型底面对比图 图 13 模型底面对比图
130 |
131 | 
132 |
133 | 
134 |
135 | 
136 |
137 | 图 14 模型顶面对比图
138 |
139 | **3.2.2 实验二:填充实验**
140 |
141 | 接下来的实验围绕填充图案进行比较分析。填充的主要目的是为顶层提供内部支撑,避免顶层和底层之间出现空白间隙。填充还影响打印速度、结构强度、耗材消耗甚至打印模型的外观【9】。打印不同模型时,可能需要不同的填充图案和填充率。下面就不同的填充图案,对于模型打印时间、耗材消耗以及结构强度的影响进行分析。
142 |
143 | 实验模型为一个长方体,XYZ 尺寸为 40mm、40mm、10mm,切片软件将使用 Prusaslicer,打印机为 CR-10Smart。填充图案为软件中流行的 6 种图案,分别为直线、网格、三角形、蜂、3d 蜂窝、回环。
144 |
145 | 
146 |
147 | 图 15 prusaslicer 填充图案展示
148 |
149 | 
150 |
151 | 图 16 实际模型展示
152 |
153 | 实验结果,直线、网格和三角形打印时间一致为 23min,蜂窝、3d 蜂窝和回环打印时间加长 1 分钟为 24min。耗材量三角形最省,消耗材料为 5.07g,蜂窝耗材量最多,消耗材料为 5.31g。实验强度测试为对着测试用的长方体的壁,一刀斜切下去,看层开裂的情况判断效果。强度等级为三级,I 级到 Ⅲ 级逐级增强。
154 |
155 | 
156 |
157 | 表 3 填充图案实验结果
158 |
159 | **3.2.3 实验三:回抽实验**
160 |
161 | 喷嘴从一个地方移到新的位置时,耗材从喷嘴中垂出来了,使得打印机上残留细小的耗材丝线,这种现象称为“拉丝”。
162 |
163 | 
164 |
165 | 图 17 “拉丝”现象示意图
166 |
167 | 解决拉丝问题,最常用的是方法是 “ 回抽 ” 。如果回抽是开启的,那么当挤出机完成模型一个区域的打印后,喷嘴中的耗材会被回拉,这样再次打印时耗材会被重新推入喷嘴,从喷嘴顶部挤出。回抽最重要的设置是回抽距离,它决定了多少耗材会从喷嘴拉回。一般来说,从喷嘴中拉回的耗材越多,喷嘴移动时越不容易垂料。实验将使用一个“尖塔”模型,设置回抽距离分别为 0mm、3mm、6mm,最终看打印模型的“拉丝效果”。
168 |
169 | 
170 |
171 | 图 18 回抽实验模型示意图
172 |
173 | 从结果来看,因为没有设置回抽距离,0mm 的模型拉丝现象严重,3mm 的出现部分拉丝现象,而 6mm 的模型拉丝现象不是很明显。打印时间上,没有设置回抽的模型用了 19 分钟,而设置 3mm 和 6mm 回抽距离的模型,在打印时间上差距不是很大,分别为 23 分钟和 24 分钟。要保证没有拉丝现象,同时还可设置回抽速度、喷头温度等。设置合适的回抽速度如 60-100mm/s、或者将喷头温度适当下降 5 到 10 度,也有助于减少拉丝现象的发生,从而提高打印模型的效果。
174 |
175 | **3.2.4 实验四:悬挂测试**
176 |
177 | 这个实验将测试在没有任何支撑的情况下,打印机能够打印的最大悬挂角度。随着悬挂的角度增大,挤出的耗材在没有被完全冷却的情况下可能会下垂,从而导致打印效果不佳。通过寻找合适的悬挂角度,有助于我们在支撑设置时,选择一个相对较高的阈值,尽可能地减少设置支撑,从而减少耗材的使用,节约成本。
178 |
179 | 
180 |
181 | 图 19 悬挂模型预览
182 |
183 | 实验结果:从侧立面的视图,我们可以看出模型并没有出现严重的材料下垂现象,保持了一致性和完整性。而模型正面的温度刻度并没有打印的非常清晰,挤出物部分出现粘连现象。我们关心的悬挂角度和打印效果之间的关系则可以从底视图看出,当悬挂角度达到 65 度时,底部的打印线条出现突起,随着角度增大,打印线条愈发不平整。最终当达到 80 度到 85 度时,打印线之间出现裂缝,且突起严重。要解决这个问题,我们可以通过增加支撑、增加风机功率或者减小打印速度等进行调整。
184 |
185 | 
186 |
187 | 
188 |
189 | 
190 |
191 | 图 20 悬挂模型实验结果三视图
192 |
193 | **3.2.5 实验五:光固化 vs 熔融沉积成型**
194 |
195 | 前文已经大致比较了光固化技术(SLA)和选择性区域光固化技术(LCD)两者的原理和功能。在这个实验中,我们将聚焦两种打印技术在模型打印的精度、时间、耗材等各方面的表现,进一步了解不同打印技术的特点和效果。这次打印的模型为埃菲尔铁塔,因其细部结构较多,能够进一步体现打印模型的整体效果。光固化打印机采用的是创想三维 LD-006,熔融沉积打印机采用的是创想三维旗下的 CR-10Smart。
196 |
197 | 
198 |
199 | 图 21 光固化打印机
200 |
201 | 实验结果:光固化模型打印时间为 18h21min,基础损耗为 20ml 光敏树脂,总消耗约为 50ml 光敏树脂。熔融沉积打印机正常打印时间为 15h38min,耗材量为 33gPLA。模型效果如下图所示,左图为熔融沉积打印机打印的模型,因为细节在打印时出现堵料的现象,打印并没有完成,右图为光固化打印的模型,模型完整,细节精致,除塔上部部分因为细节太小,导致没有做到完美镂空的现象。这里要说明的是,光固化机的细腻程度取决于屏幕的分辨率,即每个像素点的尺寸大小,最小能达到 0.01mm。熔融沉积打印机的细腻程度则取决于层高,大致最小分辨率在 0.1mm 左右。所以对于精细手办等模型的打印,光固化打印是更为推崇的打印手段。但是,光固化的原料为光敏树脂,价格比较贵,约 1000ml 的树脂材料,价格为 100 元,大约是普通 FDM 料的 2-3 倍,打印大件的时候需要考虑成本,树脂同时含有特殊气味,打印应注意通风防护。
202 |
203 | 
204 |
205 | 图 22 熔融沉积模型 vs 光固化模型
206 |
207 | **3.2.6 实验结论和探讨**
208 |
209 | 实验从五个方面进行比较分析,前四个分别为 3D 打印切片软件、填充图案、回抽距离和悬挂角度。
210 |
211 | ● 从切片软件实验中,我们可以看出在近似相同的配置下,Prusaslicer 和 Simplify3D 的打印效果较好,其中 Simplify3D 的打印时间最短。但我们也相信切片软件的配置与打印模型效果有着密不可分的联系,通过不断调整参数以达到最合适的配置,各个软件打印出的模型效果也会越来越好。
212 |
213 | ● 第二个填充图案的实验中,我们发现三角形和网格的模型强度最好,其中三角形的耗材量也是最少的。对于小的模型,非功能性的模型我们可以采用网格、三角形、直线等图案,而对于工具类的模型所需强度也更大。除了增大填充密度的同时,采用立方体和陀螺型的更佳。
214 |
215 | ● 在回抽实验中,开启回抽设置有助于减少拉丝的现象,其中 6mm 的回抽距离设置要明显好于 3mm 的回抽距离。当然合适的回抽速度如 60-100mm/s 或者将喷头温度适当下降 5 到 10 度,也有助于减少拉丝现象从而提高打印模型的效果。
216 |
217 | ● 在最后的悬挂测试中,当悬挂角度达到 65 度时,打印线条质量变差,最终当达到 80 度到 85 度时,打印线之间出现裂缝,突起严重,影响模型美观。
218 |
219 | ● 最后一个为 FDM 和 LCD 打印机的对比,LCD 打印机在模型精度上有着更高的效果。但是打印成本也相对较高。
220 |
221 | 上述测试是笔者对于 3D 打印初步认识后的研究,因样本存在非普遍性,所以对于实验的结果提供部分参考。未来在对于 3D 打印有了更深一步的理解后,也将对于软件的其他参数进行比较,再与大家分享。
222 |
223 | # 04 应用场景
224 |
225 | 3D 打印技术对现阶段的项目也有着不错的效果。对于历史古建测绘建档项目来说,现存古建筑多少会有不同程度上的损坏,运用 3D 打印技术可以将损坏的构件通过精确测量、构建模型,最终将所需构件打印成实体,将相应部件进行替换。与传统相比,人工费用较为昂贵,而以 3D 打印技术替代人工则可大幅度降低成本。传统的大木作由人工制作完成,精度难免有误差,而 3D 打印的电脑三维模型以毫米为计算单位,在精度方面远远高于传统的修缮方式。
226 |
227 | 
228 |
229 | 
230 |
231 | 图 23 斗拱模型
232 |
233 | 另一个应用方向:对于其他 BIM 建筑模型,较小比例的模型可以用于向客户展示建筑的细节,同时一个 3D 打印建筑模型可以将设想和草图真实地表现出来,便于攫取出最佳方案。此外,3D 打印还可以更加灵活地处理模型,如果客户提出修改意见,可以在文件上简单编辑再重新打印。
234 |
235 | 
236 |
237 | 图 24 3D 打印建筑模型
238 |
--------------------------------------------------------------------------------
/LICENSE:
--------------------------------------------------------------------------------
1 | Creative Commons Attribution-NonCommercial-ShareAlike 4.0 International
2 | Public License
3 |
4 | By exercising the Licensed Rights (defined below), You accept and agree
5 | to be bound by the terms and conditions of this Creative Commons
6 | Attribution-NonCommercial-ShareAlike 4.0 International Public License
7 | ("Public License"). To the extent this Public License may be
8 | interpreted as a contract, You are granted the Licensed Rights in
9 | consideration of Your acceptance of these terms and conditions, and the
10 | Licensor grants You such rights in consideration of benefits the
11 | Licensor receives from making the Licensed Material available under
12 | these terms and conditions.
13 |
14 |
15 | Section 1 -- Definitions.
16 |
17 | a. Adapted Material means material subject to Copyright and Similar
18 | Rights that is derived from or based upon the Licensed Material
19 | and in which the Licensed Material is translated, altered,
20 | arranged, transformed, or otherwise modified in a manner requiring
21 | permission under the Copyright and Similar Rights held by the
22 | Licensor. For purposes of this Public License, where the Licensed
23 | Material is a musical work, performance, or sound recording,
24 | Adapted Material is always produced where the Licensed Material is
25 | synched in timed relation with a moving image.
26 |
27 | b. Adapter's License means the license You apply to Your Copyright
28 | and Similar Rights in Your contributions to Adapted Material in
29 | accordance with the terms and conditions of this Public License.
30 |
31 | c. BY-NC-SA Compatible License means a license listed at
32 | creativecommons.org/compatiblelicenses, approved by Creative
33 | Commons as essentially the equivalent of this Public License.
34 |
35 | d. Copyright and Similar Rights means copyright and/or similar rights
36 | closely related to copyright including, without limitation,
37 | performance, broadcast, sound recording, and Sui Generis Database
38 | Rights, without regard to how the rights are labeled or
39 | categorized. For purposes of this Public License, the rights
40 | specified in Section 2(b)(1)-(2) are not Copyright and Similar
41 | Rights.
42 |
43 | e. Effective Technological Measures means those measures that, in the
44 | absence of proper authority, may not be circumvented under laws
45 | fulfilling obligations under Article 11 of the WIPO Copyright
46 | Treaty adopted on December 20, 1996, and/or similar international
47 | agreements.
48 |
49 | f. Exceptions and Limitations means fair use, fair dealing, and/or
50 | any other exception or limitation to Copyright and Similar Rights
51 | that applies to Your use of the Licensed Material.
52 |
53 | g. License Elements means the license attributes listed in the name
54 | of a Creative Commons Public License. The License Elements of this
55 | Public License are Attribution, NonCommercial, and ShareAlike.
56 |
57 | h. Licensed Material means the artistic or literary work, database,
58 | or other material to which the Licensor applied this Public
59 | License.
60 |
61 | i. Licensed Rights means the rights granted to You subject to the
62 | terms and conditions of this Public License, which are limited to
63 | all Copyright and Similar Rights that apply to Your use of the
64 | Licensed Material and that the Licensor has authority to license.
65 |
66 | j. Licensor means the individual(s) or entity(ies) granting rights
67 | under this Public License.
68 |
69 | k. NonCommercial means not primarily intended for or directed towards
70 | commercial advantage or monetary compensation. For purposes of
71 | this Public License, the exchange of the Licensed Material for
72 | other material subject to Copyright and Similar Rights by digital
73 | file-sharing or similar means is NonCommercial provided there is
74 | no payment of monetary compensation in connection with the
75 | exchange.
76 |
77 | l. Share means to provide material to the public by any means or
78 | process that requires permission under the Licensed Rights, such
79 | as reproduction, public display, public performance, distribution,
80 | dissemination, communication, or importation, and to make material
81 | available to the public including in ways that members of the
82 | public may access the material from a place and at a time
83 | individually chosen by them.
84 |
85 | m. Sui Generis Database Rights means rights other than copyright
86 | resulting from Directive 96/9/EC of the European Parliament and of
87 | the Council of 11 March 1996 on the legal protection of databases,
88 | as amended and/or succeeded, as well as other essentially
89 | equivalent rights anywhere in the world.
90 |
91 | n. You means the individual or entity exercising the Licensed Rights
92 | under this Public License. Your has a corresponding meaning.
93 |
94 |
95 | Section 2 -- Scope.
96 |
97 | a. License grant.
98 |
99 | 1. Subject to the terms and conditions of this Public License,
100 | the Licensor hereby grants You a worldwide, royalty-free,
101 | non-sublicensable, non-exclusive, irrevocable license to
102 | exercise the Licensed Rights in the Licensed Material to:
103 |
104 | a. reproduce and Share the Licensed Material, in whole or
105 | in part, for NonCommercial purposes only; and
106 |
107 | b. produce, reproduce, and Share Adapted Material for
108 | NonCommercial purposes only.
109 |
110 | 2. Exceptions and Limitations. For the avoidance of doubt, where
111 | Exceptions and Limitations apply to Your use, this Public
112 | License does not apply, and You do not need to comply with
113 | its terms and conditions.
114 |
115 | 3. Term. The term of this Public License is specified in Section
116 | 6(a).
117 |
118 | 4. Media and formats; technical modifications allowed. The
119 | Licensor authorizes You to exercise the Licensed Rights in
120 | all media and formats whether now known or hereafter created,
121 | and to make technical modifications necessary to do so. The
122 | Licensor waives and/or agrees not to assert any right or
123 | authority to forbid You from making technical modifications
124 | necessary to exercise the Licensed Rights, including
125 | technical modifications necessary to circumvent Effective
126 | Technological Measures. For purposes of this Public License,
127 | simply making modifications authorized by this Section 2(a)
128 | (4) never produces Adapted Material.
129 |
130 | 5. Downstream recipients.
131 |
132 | a. Offer from the Licensor -- Licensed Material. Every
133 | recipient of the Licensed Material automatically
134 | receives an offer from the Licensor to exercise the
135 | Licensed Rights under the terms and conditions of this
136 | Public License.
137 |
138 | b. Additional offer from the Licensor -- Adapted Material.
139 | Every recipient of Adapted Material from You
140 | automatically receives an offer from the Licensor to
141 | exercise the Licensed Rights in the Adapted Material
142 | under the conditions of the Adapter's License You apply.
143 |
144 | c. No downstream restrictions. You may not offer or impose
145 | any additional or different terms or conditions on, or
146 | apply any Effective Technological Measures to, the
147 | Licensed Material if doing so restricts exercise of the
148 | Licensed Rights by any recipient of the Licensed
149 | Material.
150 |
151 | 6. No endorsement. Nothing in this Public License constitutes or
152 | may be construed as permission to assert or imply that You
153 | are, or that Your use of the Licensed Material is, connected
154 | with, or sponsored, endorsed, or granted official status by,
155 | the Licensor or others designated to receive attribution as
156 | provided in Section 3(a)(1)(A)(i).
157 |
158 | b. Other rights.
159 |
160 | 1. Moral rights, such as the right of integrity, are not
161 | licensed under this Public License, nor are publicity,
162 | privacy, and/or other similar personality rights; however, to
163 | the extent possible, the Licensor waives and/or agrees not to
164 | assert any such rights held by the Licensor to the limited
165 | extent necessary to allow You to exercise the Licensed
166 | Rights, but not otherwise.
167 |
168 | 2. Patent and trademark rights are not licensed under this
169 | Public License.
170 |
171 | 3. To the extent possible, the Licensor waives any right to
172 | collect royalties from You for the exercise of the Licensed
173 | Rights, whether directly or through a collecting society
174 | under any voluntary or waivable statutory or compulsory
175 | licensing scheme. In all other cases the Licensor expressly
176 | reserves any right to collect such royalties, including when
177 | the Licensed Material is used other than for NonCommercial
178 | purposes.
179 |
180 |
181 | Section 3 -- License Conditions.
182 |
183 | Your exercise of the Licensed Rights is expressly made subject to the
184 | following conditions.
185 |
186 | a. Attribution.
187 |
188 | 1. If You Share the Licensed Material (including in modified
189 | form), You must:
190 |
191 | a. retain the following if it is supplied by the Licensor
192 | with the Licensed Material:
193 |
194 | i. identification of the creator(s) of the Licensed
195 | Material and any others designated to receive
196 | attribution, in any reasonable manner requested by
197 | the Licensor (including by pseudonym if
198 | designated);
199 |
200 | ii. a copyright notice;
201 |
202 | iii. a notice that refers to this Public License;
203 |
204 | iv. a notice that refers to the disclaimer of
205 | warranties;
206 |
207 | v. a URI or hyperlink to the Licensed Material to the
208 | extent reasonably practicable;
209 |
210 | b. indicate if You modified the Licensed Material and
211 | retain an indication of any previous modifications; and
212 |
213 | c. indicate the Licensed Material is licensed under this
214 | Public License, and include the text of, or the URI or
215 | hyperlink to, this Public License.
216 |
217 | 2. You may satisfy the conditions in Section 3(a)(1) in any
218 | reasonable manner based on the medium, means, and context in
219 | which You Share the Licensed Material. For example, it may be
220 | reasonable to satisfy the conditions by providing a URI or
221 | hyperlink to a resource that includes the required
222 | information.
223 | 3. If requested by the Licensor, You must remove any of the
224 | information required by Section 3(a)(1)(A) to the extent
225 | reasonably practicable.
226 |
227 | b. ShareAlike.
228 |
229 | In addition to the conditions in Section 3(a), if You Share
230 | Adapted Material You produce, the following conditions also apply.
231 |
232 | 1. The Adapter's License You apply must be a Creative Commons
233 | license with the same License Elements, this version or
234 | later, or a BY-NC-SA Compatible License.
235 |
236 | 2. You must include the text of, or the URI or hyperlink to, the
237 | Adapter's License You apply. You may satisfy this condition
238 | in any reasonable manner based on the medium, means, and
239 | context in which You Share Adapted Material.
240 |
241 | 3. You may not offer or impose any additional or different terms
242 | or conditions on, or apply any Effective Technological
243 | Measures to, Adapted Material that restrict exercise of the
244 | rights granted under the Adapter's License You apply.
245 |
246 |
247 | Section 4 -- Sui Generis Database Rights.
248 |
249 | Where the Licensed Rights include Sui Generis Database Rights that
250 | apply to Your use of the Licensed Material:
251 |
252 | a. for the avoidance of doubt, Section 2(a)(1) grants You the right
253 | to extract, reuse, reproduce, and Share all or a substantial
254 | portion of the contents of the database for NonCommercial purposes
255 | only;
256 |
257 | b. if You include all or a substantial portion of the database
258 | contents in a database in which You have Sui Generis Database
259 | Rights, then the database in which You have Sui Generis Database
260 | Rights (but not its individual contents) is Adapted Material,
261 | including for purposes of Section 3(b); and
262 |
263 | c. You must comply with the conditions in Section 3(a) if You Share
264 | all or a substantial portion of the contents of the database.
265 |
266 | For the avoidance of doubt, this Section 4 supplements and does not
267 | replace Your obligations under this Public License where the Licensed
268 | Rights include other Copyright and Similar Rights.
269 |
270 |
271 | Section 5 -- Disclaimer of Warranties and Limitation of Liability.
272 |
273 | a. UNLESS OTHERWISE SEPARATELY UNDERTAKEN BY THE LICENSOR, TO THE
274 | EXTENT POSSIBLE, THE LICENSOR OFFERS THE LICENSED MATERIAL AS-IS
275 | AND AS-AVAILABLE, AND MAKES NO REPRESENTATIONS OR WARRANTIES OF
276 | ANY KIND CONCERNING THE LICENSED MATERIAL, WHETHER EXPRESS,
277 | IMPLIED, STATUTORY, OR OTHER. THIS INCLUDES, WITHOUT LIMITATION,
278 | WARRANTIES OF TITLE, MERCHANTABILITY, FITNESS FOR A PARTICULAR
279 | PURPOSE, NON-INFRINGEMENT, ABSENCE OF LATENT OR OTHER DEFECTS,
280 | ACCURACY, OR THE PRESENCE OR ABSENCE OF ERRORS, WHETHER OR NOT
281 | KNOWN OR DISCOVERABLE. WHERE DISCLAIMERS OF WARRANTIES ARE NOT
282 | ALLOWED IN FULL OR IN PART, THIS DISCLAIMER MAY NOT APPLY TO YOU.
283 |
284 | b. TO THE EXTENT POSSIBLE, IN NO EVENT WILL THE LICENSOR BE LIABLE
285 | TO YOU ON ANY LEGAL THEORY (INCLUDING, WITHOUT LIMITATION,
286 | NEGLIGENCE) OR OTHERWISE FOR ANY DIRECT, SPECIAL, INDIRECT,
287 | INCIDENTAL, CONSEQUENTIAL, PUNITIVE, EXEMPLARY, OR OTHER LOSSES,
288 | COSTS, EXPENSES, OR DAMAGES ARISING OUT OF THIS PUBLIC LICENSE OR
289 | USE OF THE LICENSED MATERIAL, EVEN IF THE LICENSOR HAS BEEN
290 | ADVISED OF THE POSSIBILITY OF SUCH LOSSES, COSTS, EXPENSES, OR
291 | DAMAGES. WHERE A LIMITATION OF LIABILITY IS NOT ALLOWED IN FULL OR
292 | IN PART, THIS LIMITATION MAY NOT APPLY TO YOU.
293 |
294 | c. The disclaimer of warranties and limitation of liability provided
295 | above shall be interpreted in a manner that, to the extent
296 | possible, most closely approximates an absolute disclaimer and
297 | waiver of all liability.
298 |
299 |
300 | Section 6 -- Term and Termination.
301 |
302 | a. This Public License applies for the term of the Copyright and
303 | Similar Rights licensed here. However, if You fail to comply with
304 | this Public License, then Your rights under this Public License
305 | terminate automatically.
306 |
307 | b. Where Your right to use the Licensed Material has terminated under
308 | Section 6(a), it reinstates:
309 |
310 | 1. automatically as of the date the violation is cured, provided
311 | it is cured within 30 days of Your discovery of the
312 | violation; or
313 |
314 | 2. upon express reinstatement by the Licensor.
315 |
316 | For the avoidance of doubt, this Section 6(b) does not affect any
317 | right the Licensor may have to seek remedies for Your violations
318 | of this Public License.
319 |
320 | c. For the avoidance of doubt, the Licensor may also offer the
321 | Licensed Material under separate terms or conditions or stop
322 | distributing the Licensed Material at any time; however, doing so
323 | will not terminate this Public License.
324 |
325 | d. Sections 1, 5, 6, 7, and 8 survive termination of this Public
326 | License.
327 |
328 |
329 | Section 7 -- Other Terms and Conditions.
330 |
331 | a. The Licensor shall not be bound by any additional or different
332 | terms or conditions communicated by You unless expressly agreed.
333 |
334 | b. Any arrangements, understandings, or agreements regarding the
335 | Licensed Material not stated herein are separate from and
336 | independent of the terms and conditions of this Public License.
337 |
338 |
339 | Section 8 -- Interpretation.
340 |
341 | a. For the avoidance of doubt, this Public License does not, and
342 | shall not be interpreted to, reduce, limit, restrict, or impose
343 | conditions on any use of the Licensed Material that could lawfully
344 | be made without permission under this Public License.
345 |
346 | b. To the extent possible, if any provision of this Public License is
347 | deemed unenforceable, it shall be automatically reformed to the
348 | minimum extent necessary to make it enforceable. If the provision
349 | cannot be reformed, it shall be severed from this Public License
350 | without affecting the enforceability of the remaining terms and
351 | conditions.
352 |
353 | c. No term or condition of this Public License will be waived and no
354 | failure to comply consented to unless expressly agreed to by the
355 | Licensor.
356 |
357 | d. Nothing in this Public License constitutes or may be interpreted
358 | as a limitation upon, or waiver of, any privileges and immunities
359 | that apply to the Licensor or You, including from the legal
360 | processes of any jurisdiction or authority.
361 |
--------------------------------------------------------------------------------
/01~3DP 成型工艺/99~参考资料/2023~7 大类主流的 3D 打印技术,一文全部看懂.md:
--------------------------------------------------------------------------------
1 | # 7 大类主流的 3D 打印技术,一文全部看懂
2 |
3 | 
4 |
5 | 事实上,3D 打印也称为增材制造,是一个总称,涵盖了几种截然不同的 3D 打印工艺。这些技术是天壤之别,但关键过程是相同的。例如,所有 3D 打印都从数字模型开始,因为该技术本质上是数字化的。零件或产品最初是使用计算机辅助设计 (CAD) 软件设计或从数字零件库获取的电子文件。然后设计文件通过特殊的构建准备软件将其分解成切片或层以进行 3D 打印,生成 3D 打印机要遵循的路径指令。接下来您将了解这些技术之间的区别以及每种技术的典型用途。
6 |
7 | 为什么是 7 种类型?
8 |
9 | 增材制造的类型可以根据它们生产的产品或使用的材料类型来划分,国际标准组织 (ISO) 将其分为七种一般类型(但这七个 3D 打印类别也难以涵盖越来越多的技术子类型和混合技术):
10 |
11 | - 材料挤出
12 | - 还原聚合
13 | - 粉床融合
14 | - 材料喷射
15 | - 粘合剂喷射
16 | - 定向能沉积
17 | - 片材层压
18 |
19 | # 一、材料挤出
20 |
21 | 
22 |
23 | 材料挤出顾名思义:材料通过喷嘴挤出。通常情况下,这种材料是一种塑料细丝,通过一个加热的喷嘴进行熔化和挤出。打印机沿着通过软件得到的工艺路径将材料放置在构建平台上。然后灯丝冷却并凝固形成固体物体。这是最常见的 3D 打印形式。乍一看这听起来很简单,但考虑到挤出的材料,包括塑料、金属、混凝土、生物凝胶和各种食品,这其实是一个非常广泛的类别。这种类型的 3D 打印机价格从 100 美元到七位数不等。
24 |
25 | - 材料挤出的子类型:熔融沉积建模 (FDM)、建筑 3D 打印、微型 3D 打印、生物 3D 打印
26 | - 材料:塑料、金属、食品、混凝土等
27 | - 尺寸精度:±0.5%(下限 ±0.5mm)
28 | - 常见应用:原型、电气外壳、形状和配合测试、夹具和夹具、熔模铸造模型、房屋等。
29 | - 优势:成本最低的 3D 打印方法,材料范围广
30 | - 缺点:通常材料性能较低(强度、耐用性等),通常尺寸精度不高
31 |
32 | ## 熔融沉积成型 (FDM)
33 |
34 | 
35 |
36 | FDM 3D 打印机是一个价值数十亿美元的市场,拥有数以千计的机器,从基本型号到制造商的复杂型号。FDM 机器被称为熔丝制造 (FFF),这是完全相同的技术。与所有 3D 打印技术一样,FDM 从数字模型开始,然后将其转换为 3D 打印机可以遵循的路径。使用 FDM,将线轴上的一根(或一次几根)灯丝装入 3D 打印机,然后送入挤出头中的打印机喷嘴。打印机喷嘴或多个喷嘴被加热到所需温度,使灯丝软化,从而使连续的层连接起来形成一个坚固的部件。
37 |
38 | 当打印机沿 XY 平面上的指定坐标移动挤出头时,它会继续铺设第一层。然后挤出头上升到下一个高度(Z 平面),重复打印横截面的过程,一层一层地构建,直到物体完全成型。根据对象的几何形状,有时需要添加支撑结构以在打印时支撑模型,例如,如果模型具有陡峭的悬垂部分。这些支撑在打印后被移除。一些支撑结构材料可以溶解在水或另一种溶液中。
39 |
40 | 
41 |
42 | ## 3D 生物打印
43 |
44 | 
45 |
46 | 3D 生物打印或生物 3D 打印是一种增材制造工艺,其中将有机或生物材料(例如活细胞和营养素)结合起来以创建类似组织的天然三维结构。换句话说,生物打印是一种 3D 打印,可以生产从骨骼组织和血管到活组织的任何东西。它用于各种医学研究和应用,包括组织工程、药物测试和开发,以及创新的再生医学疗法。3D 生物打印的实际定义仍在不断发展。从本质上讲,3D 生物打印的工作原理与 FDM 3D 打印类似,并且属于材料挤出系列。(尽管挤出并不是唯一的生物打印方法)
47 |
48 | 3D 生物打印使用从针排出的材料(生物墨水)来创建打印层。这些被称为生物墨水的材料主要由活物质组成,例如载体材料中的细胞——如胶原蛋白、明胶、透明质酸、蚕丝、海藻酸盐或纳米纤维素,充当结构生长和营养物质的分子支架,提供支持。
49 |
50 | ## 建筑 3D 打印
51 |
52 | 
53 |
54 | 建筑 3D 打印是一个快速发展的材料挤出领域。该技术涉及使用超大型 3D 打印机(通常高达数十米)从喷嘴中挤出混凝土等建筑材料。这些机器通常以龙门架或机械臂系统的形式出现。3D 建筑打印技术如今用于住宅、建筑特色以及从水井到墙壁的建筑项目。有研究者表示,它有可能显着改变整个建筑行业,因为它减少了劳动力需求并减少了建筑垃圾。
55 |
56 | 美国和欧洲有数十座 3D 打印房屋,并且正在研究开发 3D 建筑技术,该技术将使用在月球和火星上发现的材料为未来的探险队建造栖息地。用当地土壤代替混凝土打印作为一种更可持续的建筑方法也受到关注。
57 |
58 | # 二、还原聚合
59 |
60 | 
61 |
62 | 桶聚合(也称为树脂 3D 打印)是一系列 3D 打印工艺,它使用光源在桶中选择性地固化(或硬化)光敏聚合物树脂。换句话说,光线精确地指向液体塑料的特定点或区域以使其硬化。第一层固化后,构建平台将向上或向下移动(取决于打印机)少量(通常在 0.01 和 0.05 毫米之间),下一层固化,与前一层连接。逐层重复此过程,直到形成 3D 部件。3D 打印过程完成后,清洁物体以去除剩余的液态树脂并进行后固化(在阳光下或紫外线室中)以增强部件的机械性能。
63 |
64 | 三种最常见的桶聚合形式是立体光刻 (SLA)、数字光处理 (DLP)和液晶显示器 (LCD),也称为掩模立体光刻 (MSLA)。这些类型的 3D 打印技术之间的根本区别在于光源及其用于固化树脂的方式。
65 |
66 | 
67 |
68 | 一些 3D 打印机制造商,尤其是那些制造专业级 3D 打印机的制造商,已经开发出独特且获得专利的 光聚合变体,因此您可能会在市场上看到不同的技术名称。一家工业 3D 打印机制造商 Carbon 使用一种称为数字光合成(DLS)的桶聚合技术,Stratasys 的 Origin 称其技术为可编程光聚合(P3),Formlabs 提供其称为低力立体光刻(LFS) 的技术,而 Azul 3D 是第一个将大面积快速打印(HARP) 形式的大桶聚合商业化。还有基于光刻的金属制造 (LMM)、投影微立体光刻(PμSL) 和数字复合材料制造(DCM),这是一种填充光聚合物技术,可将功能性添加剂(例如金属和陶瓷纤维)引入液体树脂中。
69 |
70 | - 3D 打印技术的类型:立体光刻 (SLA)、液晶显示器 (LCD)、数字光处理 (DLP)、微立体光刻 (μSLA) 等。
71 | - 材料:光聚合物树脂(可浇注、透明、工业、生物相容性等)
72 | - 尺寸精度:±0.5%(下限为 ±0.15 毫米或 5 纳米,使用 μSLA)
73 | - 常见应用:注塑模状聚合物原型和最终用途部件、珠宝铸造、牙科应用、消费品
74 | - 优势:光滑的表面光洁度,精细的特征细节
75 |
76 | ## 立体光刻 (SLA)
77 |
78 | 
79 |
80 | SLA 是世界上第一个 3D 打印技术。立体光刻技术由查克·赫尔 (Chuck Hull) 于 1986 年发明,他为该技术申请了专利,并成立了 3D Systems 公司以将其商业化。如今,该技术可供来自众多 3D 打印机制造商的爱好者和专业人士使用。SLA 使用激激光束对准一桶树脂,选择性地固化打印区域内物体的横截面,逐层建造。当大多数 SLA 打印机使用固态激光来固化部件。这种桶聚合的一个缺点是,与我们的下一种方法 (DLP) 相比,点激光可能需要更长的时间来追踪物体的横截面,后者会闪烁光线以立即硬化整个层。然而,激光可以产生更强的光,这是某些工程级树脂所需要的。
81 |
82 | 
83 |
84 | ### 微立体光刻 (μSLA)
85 |
86 | 微立体光刻技术可以打印微型部件,分辨率在 2 微米 (μm) 到 50 微米之间。作为参考,人类头发的平均宽度为 75 微米。它是“微型 3D 打印”技术之一。μSLA 涉及将感光材料(液态树脂)暴露在紫外激光下。不同之处在于专用树脂、激光的复杂性以及透镜的添加,它们会产生几乎令人难以置信的小光点。
87 |
88 | 
89 |
90 | ### 双光子聚合 (TPP)
91 |
92 | 另一种微型 3D 打印技术 TPP(也称为 2PP)可以归为 SLA,因为它也使用激光和光敏树脂,它可以打印比 μSLA 更小的部件,小至 0.1 微米。TPP 使用脉冲飞秒激光聚焦到一大桶特殊树脂中的一个狭窄点。然后使用该点固化树脂中的单个 3D 像素,也称为体素。通过在预定义的路径中逐层依次固化这些纳米级到微米级的小体素。TPP 目前用于研究、医疗应用和微型零件的制造,例如微型电极和光学传感器。
93 |
94 | 
95 |
96 | ## 数字光处理 (DLP)
97 |
98 | 
99 |
100 | DLP 3D 打印使用数字光投射器(而不是激光)在一层或树脂上同时闪烁每一层的单个图像(或为较大的部件多次曝光)。DLP(比 SLA 更常见)用于在单个批次中生产更大的零件或更大体积的零件,因为无论构建中有多少零件,每一层曝光都需要完全相同的时间,比 SLA 中的点激光方法效率更高。每一层的图像都由正方形像素组成,导致一层由称为体素的小矩形块形成。使用发光二极管 (LED) 屏幕或 UV 光源(灯)将光投射到树脂上,并通过数字微镜设备 (DMD) 将光投射到构建表面。
101 |
102 | 
103 |
104 | 现代 DLP 投影仪通常有数千个微米大小的 LED 作为光源。它们的开关状态是单独控制的,可以提高 XY 分辨率。并不是所有的 DLP 3D 打印机都是一样的,光源的功率、它通过的镜头、DMD 的质量以及构成一台价值 300 美元的机器的许多其他零部件都有很大的不同与超过 200,000 美元的机器相比。
105 |
106 | ### 自上而下的 DLP
107 |
108 | 一些 DLP 3D 打印机的光源安装在打印机的顶部,向下照射到树脂桶上,而不是向上照射。这些“自上而下”的机器从顶部闪现一层图像,一次固化一层,然后将固化层放回大桶中。每次降低构建板时,安装在大桶顶部的重涂机都会在树脂上来回移动以整平新层。制造商表示,由于打印过程不会对抗重力,因此这种方法可以为较大的打印件产生更稳定的零件输出。自下而上打印时,可以从构建板上垂直悬挂多少重量是有限制的。树脂桶还在打印时支撑打印件,减少了对支撑结构的需求。
109 |
110 | 
111 |
112 | ### 投影微立体光刻 (PμSL)
113 |
114 | 作为一种独特类型的桶聚合本身,将 PμSL 归为 DLP 的子类别。这是另一种微型 3D 打印技术。PμSL 使用来自投影仪的紫外线来固化微米级(2 微米分辨率和低至 5 微米层高)的特殊配方树脂层。这种增材制造技术因其低成本、准确性、速度以及可使用的材料范围(包括聚合物、生物材料和陶瓷)而不断发展。它已显示出从微流体和组织工程到微光学和生物医学微型设备的应用潜力。
115 |
116 | ### 基于光刻的金属制造 (LMM)
117 |
118 | 这是 DLP 的另一个”远亲“,这种使用光和树脂进行 3D 打印的方法可以为手术工具和微机械零件等应用创建微小的金属零件。在 LMM 中,金属粉末均匀分散在光敏树脂中,然后通过投影仪用蓝光曝光进行选择性聚合。打印后,素坯部件的聚合物成分被去除,留下全金属的脱脂部件,这些部件在熔炉中的烧结过程中完成。原料包括不锈钢、钛、钨、黄铜、铜、银和金。
119 |
120 | 
121 |
122 | ## 液晶显示器 (LCD)
123 |
124 | 
125 |
126 | 液晶显示器 (LCD),也称为掩模立体光刻 (MSLA),与上述 DLP 非常相似,不同之处在于它使用 LCD 屏幕而不是数字微镜设备 (DMD),这对 3D 打印机的价格有显着影响。与 DLP 一样,LCD 光掩模是数字显示的,由方形像素组成。LCD 光掩模的像素大小决定了打印的粒度。因此,XY 精度是固定的,不依赖于镜头的变焦或缩放程度,就像 DLP 的情况一样。DLP 的打印机和 LCD 技术之间的另一个区别是,后者使用数百个单独发射器的阵列,而不是像激光二极管或 DLP 灯泡那样的单点发射光源。
127 |
128 | 
129 |
130 | 与 DLP 类似,LCD 在某些条件下可以实现比 SLA 更快的打印时间。这是因为整个层一次曝光,而不是用激光点追踪横截面积。由于 LCD 单元成本低,这项技术已成为低价桌面树脂打印机领域的首选技术,但这并不意味着它没有得到专业使用,一些工业 3D 打印机制造商正在突破技术极限并取得令人瞩目的成果。
131 |
132 | # 三、粉床融合
133 |
134 | 
135 |
136 | 粉末床融合 (PBF) 是一种 3D 打印工艺,其中热能源选择性地熔化构建区域内的粉末颗粒(塑料、金属或陶瓷),以逐层创建固体物体。粉末床融合 3D 打印机在打印床上散布一层薄薄的粉末材料,通常使用一种刀片、滚筒或擦拭器。来自激光的能量融合粉末层上的特定点,然后沉积另一个粉末层并融合到前一层。重复该过程,直到制造出整个物体,最终产品由未融合的粉末包裹和支撑。
137 |
138 | 
139 |
140 | PBF 可以制造具有高机械性能(包括强度、耐磨性和耐用性)的部件,用于消费品、机械和工具的最终用途。该细分市场中的 3D 打印机越来越便宜(起价在 25,000 美元左右),但它被认为是一种工业技术。
141 |
142 | - 3D 打印技术的种类:选择性激光烧结(SLS)、激光粉末床熔化(LPBF)、电子束熔化(EBM)
143 | - 材料:塑料粉末、金属粉末、陶瓷粉末
144 | - 尺寸精度:±0.3%(下限 ±0.3mm)
145 | - 常见应用:功能部件、复杂管道(空心设计)、小批量部件生产
146 | - 优势:功能部件、出色的机械性能、复杂的几何形状
147 | - 缺点:机器成本较高,通常是高成本材料,建造速度较慢
148 |
149 | ## 选择性激光烧结 (SLS)
150 |
151 | 
152 |
153 | 选择性激光烧结 (SLS) 使用激光从塑料粉末中制造物体。首先,将一箱聚合物粉末加热到刚好低于聚合物熔点的温度。然后使用重涂刀片或擦拭器将一层非常薄的粉末材料(通常为 0.1 毫米厚)沉积到构建平台上。激光开始根据数字模型中布置的图案扫描表面。激光选择性地烧结粉末并凝固物体的横截面。当扫描整个横截面时,构建平台在高度上向下移动一层厚度。重涂刀片在最近扫描的层上沉积一层新的粉末,激光将物体的下一个横截面烧结到先前固化的横截面上。
154 |
155 | 
156 |
157 | 重复这些步骤,直到制造出所有物体。未烧结的粉末保留在原位以支撑物体,这减少或消除了对支撑结构的需要。从粉末床中取出零件并进行清洁后,无需其他必要的后处理步骤。零件可以抛光、涂层或着色。SLS 3D 打印机之间有许多差异化因素,不仅包括它们的尺寸,还包括激光的功率和数量、激光的光斑大小、加热床的时间和方式以及粉末的分布方式等。SLS 3D 打印中最常见的材料是尼龙(PA6、PA12),但也可以使用 TPU 和其他材料打印出柔韧的部件。
158 |
159 | 
160 |
161 | ## 微选择性激光烧结 (μSLS)
162 |
163 | μSLS 属于 SLS 或下文所述的激光粉末床融合 (LPBF)的技术。它使用激光来烧结粉末状材料,例如 SLS,但这种材料通常是金属而不是塑料,因此它更像是 LPBF。它是另一种微型 3D 打印技术,可以以微型(低于 5 μm)的分辨率创建零件。
164 |
165 | 
166 |
167 | 在 μSLS 中,将一层金属纳米颗粒墨水涂在基材上,然后干燥以产生均匀的纳米颗粒层。接下来,使用数字微镜阵列图案化的激光用于加热纳米粒子并将其烧结成所需的图案。然后重复这组步骤以在 μSLS 系统中构建 3D 部件的每一层。
168 |
169 | ## 激光粉末床融合 (LPBF)
170 |
171 | 
172 |
173 | 在所有 3D 打印技术中,这一项的别名最多。这种金属 3D 打印方法的正式名称为激光粉末床熔化 (LPBF),也被广泛称为直接金属激光烧结 (DMLS) 和选择性激光熔化 (SLM)。在这项技术发展的早期,机器制造商为相同的过程创建了自己的名称,这些名称一直沿用至今。特别指出,上述这三个术语指的是同一过程,即使某些机械细节有所不同。
174 |
175 | 作为粉末床融合的一种子类型,LPBF 使用一个金属粉末床和一个或多个(最多 12 个)高功率激光器。LPBF 3D 打印机使用激光在分子基础上逐层选择性地将金属粉末融合在一起,直到模型完成。LPBF 是一种高度精确的 3D 打印方法,通常用于为航空航天、医疗和工业应用创建复杂的金属零件。
176 |
177 | 
178 |
179 | 与 SLS 一样,LPBF 3D 打印机从分成切片的数字模型开始。打印机将粉末装入构建室,然后用刮刀(如挡风玻璃刮水器)或滚筒将其在构建板上铺成薄层。激光将层追踪到粉末上。然后构建平台向下移动,再涂上一层粉末并与第一层融合,直到构建出整个物体。构建室是封闭的、密封的,并且在许多情况下充满了惰性气体,例如氮气或氩气混合物,以确保金属在熔化过程中不会氧化,并有助于清除熔化过程中的碎屑。打印后,零件从粉末床中取出、清洗,并经常进行二次热处理以消除应力。剩余的粉末被回收再利用。
180 |
181 | LPBF 3D 打印机的差异化因素包括激光器的类型、强度和数量。小型紧凑型 LPBF 打印机可能有一个 30 瓦的激光器,而工业版本可能有 12 个 1,000 瓦的激光器。LPBF 机器使用常见的工程合金,例如不锈钢、镍高温合金和钛合金。有数十种金属可用于 LPBF 工艺。
182 |
183 | 
184 |
185 | ## 电子束熔炼 (EBM)
186 |
187 | 
188 |
189 | EBM,也称为电子束粉末床熔合 (EB PBF),是一种类似于 LPBF 的金属 3D 打印方法,但使用电子束而不是光纤激光器。该技术用于制造零件,例如钛骨科植入物、喷气发动机的涡轮叶片和铜线圈。
190 |
191 | 电子束产生更多的能量和热量,这是某些金属和应用所需要的。而且 EBM 不是惰性气体环境,而是在真空室中进行,以防止光束散射。构建室温度最高可达 1,000 °C,在某些情况下甚至更高。因为电子束使用电磁束控制,所以它的移动速度比激光快,甚至可以分开以同时曝光多个区域。
192 |
193 | 
194 |
195 | EBM 优于 LPBF 的优势之一是它能够处理导电材料和反射金属,例如铜。EBM 的另一个特点是能够在构建室中将单独的部件相互嵌套或堆叠,因为它们不一定必须连接到构建板上,这大大增加了体积输出。与激光相比,电子束通常会产生更大的层厚度和更粗糙的表面特征。由于构建室中的高温,EBM 打印部件可能不需要通过打印后热处理来消除应力。
196 |
197 | # 四、材料喷射
198 |
199 | 
200 |
201 | 材料喷射是一种 3D 打印工艺,其中微小的材料液滴被沉积,然后在构建板上固化或固化。使用暴露在光线下会固化的光敏聚合物或蜡滴,一次一层地构建物体。材料喷射过程的性质允许在同一物体上打印不同的材料。这种技术的一个应用是制造多种颜色和纹理的零件。
202 |
203 | - 3D 打印技术的类型:材料喷射 (MJ)、纳米粒子喷射 (NPJ)
204 | - 材料:光敏树脂(标准、浇注、透明、耐高温)、蜡
205 | - 尺寸精度:±0.1 mm
206 | - 常见应用:全彩产品原型、类似注塑模具的原型、低运行注塑模具、医疗模型、时装
207 | - 优势:带纹理的表面光洁度、全彩和多种材料可用
208 | - 缺点:材料有限,不适合要求精密的机械零件,成本高于用于视觉目的的其他树脂技术
209 |
210 | ## 材料喷射 (M-Jet)
211 |
212 | 
213 |
214 | 聚合物的材料喷射 (M-Jet) 是一种 3D 打印工艺,其中一层光敏树脂被选择性地沉积到构建板上并用紫外线 (UV) 光固化。在一层沉积和固化后,构建平台降低一层厚度,重复该过程以构建 3D 对象。M-Jet 将树脂 3D 打印的高精度与线材 3D 打印 (FDM) 的速度相结合,以创建具有逼真的颜色和纹理的零件和原型。
215 |
216 | 所有材料喷射 3D 打印技术都不完全相同。打印机制造商和专有材料之间存在差异。M-Jet 机器以逐行方式从多排打印头沉积构建材料。这种方法使打印机能够在不影响构建速度的情况下在一条线上制造多个对象。只要模型在构建平台上正确排列,并优化每条构建线内的空间,M-Jet 就可以比许多其他类型的树脂 3D 打印机更快地生产零件。
217 |
218 | 
219 |
220 | 用 M-Jet 制造的物体需要支撑,它在构建过程中由可溶解材料同时打印,该材料在后处理阶段被去除。M-Jet 是为数不多的 3D 打印技术之一,可提供由多材料打印和全彩色制成的物体。材料喷射机没有爱好者版本,这些机器更适用于汽车制造商、工业设计公司、艺术工作室、医院和所有类型的产品制造商的专业人士,他们希望创建准确的原型来测试概念并更快地将产品推向市场。与桶聚合技术不同,M-Jet 不需要后固化,因为打印机中的紫外线会完全固化每一层。
221 |
222 | ### 气溶胶射流
223 |
224 | Aerosol Jet 是一家名为 Optomec 的公司开发的一项独特技术,主要用于 3D 打印电子产品。电阻器、电容器、天线、传感器和薄膜晶体管等组件均采用气溶胶喷射技术打印。它可以粗略地比作喷漆,但它与工业涂层工艺的区别在于它可以用于打印完整的 3D 物体。
225 |
226 | 将电子墨水放入雾化器中,雾化器会产生直径在 1 至 5 微米之间的液滴。然后气溶胶雾被输送到沉积头,被鞘气聚焦,从而产生高速粒子喷雾。由于整个过程使用了能量,该技术有时也被称为定向能量沉积,但由于材料在这种情况下呈液滴状,因此我们将其包含在材料喷射中。
227 |
228 | ### 塑料自由成型
229 |
230 | 德国公司 Arburg 创造了一种称为塑料自由成型 (APF) 的技术,它是挤出技术和材料喷射技术的结合。它使用市售的塑料颗粒,这些塑料颗粒在注塑成型过程中熔化并移至卸料单元。高频喷嘴关闭产生每秒多达 200 个直径在 0.2 至 0.4 毫米之间的塑料小液滴的快速打开和关闭运动。液滴在冷却时与硬化材料结合。一般来说,不需要后期处理。如果使用了支撑材料,则必须将其移除。
231 |
232 | ## 纳米粒子喷射 (NPJ)
233 |
234 | 
235 |
236 | NanoParticle Jetting (NPJ) 是为数不多的难以归类的专有技术之一,由一家名为 XJet 的公司开发,它使用带有数千个喷墨喷嘴的打印头阵列,可同时将数百万个超细材料滴喷射到超薄层的构建托盘上,同时同时喷射支撑材料。金属或陶瓷颗粒悬浮在液体中。该过程在高温下发生,喷射时液体蒸发,大部分只留下金属或陶瓷材料。生成的 3D 部件仅残留少量粘合剂,这些粘合剂在烧结后处理中被去除。
237 |
238 | # 粘合剂喷射
239 |
240 | 
241 |
242 | 粘合剂喷射是一种 3D 打印工艺,其中液体粘合剂选择性地粘合一层粉末的区域。该技术类型兼有粉末床熔合和材料喷射的特点。与 PBF 类似,粘合剂喷射使用粉末材料(金属、塑料、陶瓷、木材、糖等),并且与材料喷射一样,液体粘合剂聚合物从喷墨器沉积。无论是金属、塑料、沙子还是其他粉末材料,粘合剂喷射过程都是相同的。
243 |
244 | 首先,重涂刀片在构建平台上涂抹一层薄薄的粉末。然后,带有喷墨喷嘴的打印头在床上方经过,选择性地沉积粘合剂液滴以将粉末颗粒粘合在一起。层完成后,构建平台向下移动,刀片重新涂覆表面。然后重复该过程,直到整个部分完成。
245 |
246 | 粘合剂喷射的独特之处在于打印过程中没有热量。粘合剂充当将聚合物粉末粘合在一起的胶水。打印后,零件被包裹在未使用的粉末中,通常会留下来固化。然后将零件从粉末仓中取出,收集多余的粉末并可重复使用。从这里开始,根据材料的不同,需要进行后处理,但沙子除外,沙子通常可以直接从打印机中用作型芯或模具。当粉末是金属或陶瓷时,涉及加热的后处理会熔化掉粘合剂,只留下金属。塑料零件后处理通常包括涂层以改善表面光洁度。您还可以抛光、涂漆和打磨聚合物粘合剂喷射部件。
247 |
248 | 粘合剂喷射速度快且生产率高,因此与其他 AM 方法相比,它可以更经济高效地生产大量零件。金属粘合剂喷射可用于多种金属,在最终用途消费品、工具和批量备件中很受欢迎。然而,聚合物粘合剂喷射的材料选择有限,并且生产的部件结构性能较低。它的价值在于能够制作全彩原型和模型。
249 |
250 | - 3D 打印技术的子类型:金属粘合剂喷射、聚合物粘合剂喷射、砂粘合剂喷射
251 | - 材料:沙子、聚合物、金属、陶瓷等。
252 | - 尺寸精度:±0.2 毫米(金属)或 ±0.3 毫米(沙子)
253 | - 常见应用:功能性金属零件、全彩模型、砂铸件和模具
254 | - 优势:低成本、大构建体积、功能性金属部件、出色的色彩再现、快速打印速度、无支撑设计灵活性
255 | - 缺点:对金属来说是一个多步骤的过程,聚合物部件不耐用
256 |
257 | ## 金属粘合剂喷射
258 |
259 | 
260 |
261 | Binder Jetting 还可用于制造具有复杂几何形状的固体金属物体,这远远超出了传统制造技术的能力。金属粘合剂喷射是一种非常有吸引力的技术,可用于批量生产金属零件并实现轻量化。由于粘合剂喷射可以打印具有复杂图案填充而不是实体的零件,因此所得零件的重量大大减轻,但强度却保持不变。粘合剂喷射的孔隙率特征也可用于实现医疗应用的较轻端部件,例如植入物。
262 |
263 | 总的来说,金属粘结剂喷射零件的材料性能与金属注射成型生产的金属零件相当,是金属零件批量生产中应用最广泛的制造方法之一。此外,粘合剂喷射部件表现出更高的表面光滑度,尤其是在内部通道中。
264 |
265 | ## 塑料粘合剂喷射
266 |
267 | 
268 |
269 | 塑料粘合剂喷射是一种与金属粘合剂喷射非常相似的工艺,因为它也使用粉末和液体粘合剂,但应用却大不相同。打印完成后,塑料部件会从其粉末床中取出并进行清洁,通常无需进一步处理即可使用,但这些部件缺乏 3D 打印工艺中的强度和耐用性。塑料粘合剂喷射部件可以填充另一种材料以提高强度。使用聚合物进行粘合剂喷射因其能够生产用于医学建模和产品原型的多色部件。
270 |
271 | ## 砂粘合剂喷射
272 |
273 | 
274 |
275 | 砂粘合剂喷射与塑料粘合剂喷射在打印机和打印流程上有所不同,所以这里将其进行区分。生产大型砂铸模具、模型和型芯是粘合剂喷射技术最常见的用途之一。该工艺的低成本和速度使其成为铸造厂的绝佳解决方案,因为使用传统技术很难在几小时内生产精细图案设计。
276 |
277 | 工业发展的未来不断对代工厂和供应商提出高要求。沙子 3D 打印正处于其潜力的开端。打印后,打印人员需要将型芯和模具从构建区域移除并清洁以去除任何松散的沙子。模具通常可以立即准备好进行铸造。铸造后,模具被拆开,最终的金属部件被移除。
278 |
279 | ## 多射流融合 (MJF)
280 |
281 | 
282 |
283 | 另一种独特且品牌特定的 3D 打印工艺不容易归入任何现有类别,实际上也不是粘合剂喷射,这就是 HP 的 Multi Jet Fusion。MJF 是一种聚合物 3D 打印技术,使用粉末材料、液体融合材料和细化剂。它不被认为是粘合剂喷射的原因是在这个过程中增加了热量,这会产生强度和耐用性更高的部件,而且液体并不完全是粘合剂。该过程的名称来源于执行打印过程的多个喷墨头。
284 |
285 | 在 Multi Jet Fusion 打印过程中,打印机在打印床上铺设一层材料粉末,通常是尼龙。在此之后,喷墨头穿过粉末并将熔化剂和细化剂沉积在其上。然后红外线加热装置在打印品上移动。无论在何处添加助熔剂,下层都会熔化在一起,而带有细化剂的区域仍保持粉末状。粉状部分脱落,产生所需的几何形状。这也消除了对建模支持的需要,因为下层支持打印在它们上面的层。为了完成打印过程,整个粉末床以及其中的打印部件被移动到一个单独的处理站,大部分松散的未熔融粉末被抽真空,可以重复使用。
286 |
287 | Multi Jet Fusion 是一种多功能技术,已在汽车、医疗保健和消费品等多个行业中得到应用。
288 |
289 | 
290 |
291 | # 六、粉末定向能量沉积
292 |
293 | 定向能量沉积 (DED) 是一种 3D 打印工艺,金属材料在沉积的同时被强大的能量供给和熔化。这是最广泛的 3D 打印类别之一,包含许多子类别,具体取决于材料的形式(线材或粉末)和能量类型(激光、电子束、电弧、超音速、热量等)。从本质上讲,与焊接有很多共同点。
294 |
295 | 该技术用于逐层打印,通常随后进行 CNC 加工,以实现更严格的公差。DED 与 CNC 的结合使用非常普遍,有一种称为混合 3D 打印的 3D 打印子类型,在同一台机器中包含 DED 和 CNC 单元的混合 3D 打印机。该技术被认为是一种更快、更便宜的小批量金属铸件和锻造件的替代品,以及用于海上石油和天然气行业以及航空航天、发电和公用事业行业应用的关键维修。
296 |
297 | 
298 |
299 | - 定向能量沉积的子类型:粉末激光能量沉积、线弧增材制造 (WAAM)、线电子束能量沉积、冷喷涂
300 | - 材料:各种金属,线材和粉末形式
301 | - 尺寸精度:±0.1 mm
302 | - 常见应用:修复高端汽车/航空航天部件、功能原型和最终部件
303 | - 优势:高堆积率,能够向现有组件添加金属
304 | - 缺点:由于无法制作支撑结构而无法制作复杂的形状,通常表面光洁度和精度较差
305 |
306 | ## 激光定向能量沉积
307 |
308 | 
309 |
310 | 激光定向能量沉积 (L-DED),也称为激光金属沉积 (LMD) 或激光工程净成形 (LENS),使用通过一个或多个喷嘴送出金属粉末或金属丝,并通过强大的激光熔化构建平台或金属部件上。随着喷嘴和激光的移动或零件在多轴转盘上的移动,物体会逐层堆积。构建速度比粉末床熔化更快,但会导致表面质量降低和精度显着降低,通常需要大量的后加工。激光 DED 打印机通常具有充满氩气的密封室以避免氧化。在处理反应性较低的金属时,它们还可以仅使用局部氩气或氮气进行操作。
311 |
312 | 该工艺中常用的金属包括不锈钢、钛和镍合金。这种打印方法通常用于修复高端航空和汽车部件,例如喷气发动机叶片,但也用于生产整个部件。
313 |
314 | 
315 |
316 | ## 电子束定向能量沉积
317 |
318 | 
319 |
320 | 电子束 DED,也称为线电子束能量沉积,是一种与激光 DED 非常相似的 3D 打印工艺。它是在真空室中进行的,可以生产出非常干净、高质量的金属。当一根金属丝通过一个或多个喷嘴时,它会被电子束熔化。层是单独构建的,电子束形成一个微小的熔池,焊丝由送丝机送入熔池。在处理高性能金属和活性金属(例如铜、钛、钴和镍合金)时,选择电子束用于 DED。
321 |
322 | DED 机器实际上在打印尺寸方面不受限制。例如,3D 打印机制造商 Sciaky 拥有一台 EB DED 机器,可以以每小时 3 到 9 公斤材料的速度生产近 6 米长的零件。电子束 DED 被吹捧为制造金属部件最快的方法之一,尽管不是最精确的,这使其成为构建大型结构(例如机身)或替换零件(例如涡轮叶片)的理想加工技术。
323 |
324 | 
325 |
326 | ## 线控能量沉积
327 |
328 | 
329 |
330 | Wire Directed Energy Deposition,也称为 Wire Arc Additive Manufacturing (WAAM),是一种 3D 打印,它使用等离子或电弧形式的能量来熔化线材形式的金属,并通过机械臂将金属一层一层地沉积到表面,例如多轴转盘,形成一个形状。之所以选择这种方法而不是选择激光或电子束的类似技术,是因为它不需要密封室,并且可以使用与传统焊接相同的金属(有时是完全相同的材料)。
331 |
332 | 电直接能量沉积被认为是 DED 技术中最具成本效益的选择,可以使用现有的弧焊机器人和电源,因此进入门槛相对较低。但与焊接不同,这项技术使用复杂的软件来控制过程中的一系列变量,包括机械臂的热管理和工具路径。这种技术没有要移除的支撑结构,成品零件通常在必要时经过 CNC 加工以达到严格的公差或表面抛光。
333 |
334 | 
335 |
336 | ## 冷喷涂
337 |
338 | 
339 |
340 | 冷喷涂是一种 DED 3D 打印技术,以超音速喷涂金属粉末,以在不熔化的情况下将它们结合起来,几乎不会产生热裂纹或热应力。自 2000 年代初以来,它一直被用作涂层工艺,但最近,几家公司已将冷喷涂用于增材制造,因为它可以以比典型金属 3D 工艺高 50 到 100 倍的速度进行打印,并且不需要惰性气体或真空室。
341 |
342 | 与所有 DED 工艺一样,冷喷涂不会产生表面质量或细节都很好的打印件,但零件可以直接从打印床上使用。
343 |
344 | ## 熔融直接能量沉积
345 |
346 | 
347 |
348 | 熔融直接能量沉积是一种 3D 打印工艺,它使用热量熔化金属(通常是铝),然后将其逐层沉积在构建板上以形成 3D 物体。该技术与金属挤出 3D 打印的不同之处在于,挤出使用内部含有少量聚合物的金属原料,使金属可挤出。然后在热处理阶段去除聚合物,而熔融 DED 用纯金属。人们也可以将熔融或液态 DED 比作材料喷射,但不是一系列喷嘴沉积液滴,液态金属通常从喷嘴流出。
349 |
350 | 这项技术的变体正在开发中,熔融金属 3D 打印机很少见。使用热量熔化然后沉积金属的好处是能够使用比其他 DED 工艺更少的能量,并可能直接使用回收金属作为原料,而不是金属丝或高度加工的金属粉末。
351 |
352 | # 七、片材层压
353 |
354 | 
355 |
356 | 片材层压在技术上是 3D 打印的一种形式,与上述技术有很大不同。它的功能是将非常薄的材料片堆叠和层压在一起以产生 3D 物体或堆叠,然后通过机械或激光切割以形成最终形状。材料层可以使用多种方法融合在一起,包括加热和声音,具体取决于材料,材料范围从纸张、聚合物到金属。当零件被层压然后激光切割或加工成所需的形状时,会产生比其他 3D 打印技术更多的浪费。
357 |
358 | 制造商使用薄片层压以相对较高的速度生产具有成本效益的非功能性原型,可用于电池技术、生产复合材料,因为所使用的材料可以在打印过程中互换。
359 |
360 | - 3D 打印技术的类型:层压物体制造 (LOM)、超声波固结 (UC)
361 | - 材料:纸张、聚合物和片状金属
362 | - 尺寸精度:±0.1 mm
363 | - 常见应用:非功能原型、多色打印、铸模。
364 | - 优点:可以快速生产,复合打印
365 | - 缺点:精度低,浪费多,部分零件需要后期制作
366 |
367 | ## 层压增材制造
368 |
369 | 
370 |
371 | 层压是一种 3D 打印技术,其中将材料片层叠在一起并使用胶水粘合在一起,然后使用刀(或激光或 CNC 路由器)将分层物体切割成正确的形状。该技术如今不太常见,因为其他 3D 打印技术的成本已经下降、速度和易用性大幅增加。
372 |
373 | 
374 |
375 | - 粘性光刻制造 (VLM):VLM 是 BCN3D 的专利 3D 打印工艺,可将高粘度光敏树脂薄层层压到透明转移膜上。机械系统允许树脂从薄膜的两面层压,从而可以组合不同的树脂以获得多材料部件和易于拆卸的支撑结构。这项技术尚未商业化,但也可以属于其中一种层压 3D 打印技术。
376 |
377 | - 基于复合材料的增材制造 (CBAM):Startup Impossible Objects 为这项技术申请了专利,该技术将碳、玻璃或 Kevlar 垫与热塑性塑料融合在一起以制造零件。
378 |
379 | - 选择性层压复合材料制造 (SLCOM):EnvisionTEC,现称为 ETEC,归 Desktop Metal 所有,于 2016 年开发了这项技术,该技术使用热塑性塑料作为基础材料和编织纤维复合材料。
380 |
--------------------------------------------------------------------------------
/01~3DP 成型工艺/00~金属工艺/99~参考资料/2023~金属增材制造行业深度:新时代新工艺,先军后民踏上新征程.md:
--------------------------------------------------------------------------------
1 | > [原文地址](https://mp.weixin.qq.com/s?__biz=MjM5MDQ2Mjg3Mg==&mid=2652005357&idx=5&sn=f7d3150f9dedaf9ede19132126a139d0&chksm=bda2a51a8ad52c0c599a09a49e741fafa6505e8b9a0aa88b297b58b425c097739414406fc85f&mpshare=1&scene=1&srcid=0413SxfEyLwxIbkljIEc2PaN&sharer_sharetime=1681364331774&sharer_shareid=93b885adfe0da089cdf634904fd59f71&version=4.1.3.99242&platform=mac#rd)
2 |
3 | # 金属增材制造行业深度:新时代新工艺,先军后民踏上新征程
4 |
5 | - 新时代新工艺,加工优势突出:增材制造又称 3D 打印,是一种快速成型的工艺,通过逐层堆叠的方式完成零部件的加工。尤其是金属 3D 打印,在加工高复杂零部件、轻量化以及短生产周期等方面具有优势,先后经历了上升期、过热期、低谷期后,在国内外产业政策和技术路线图的扶持下,金属增材制造迎来了快速发展的成长期,即成熟度曲线的第四阶段。在通胀高企、地缘冲突加剧、供应链安全波动的大背景下,增材制造作为新时代大变局之下的新兴工艺,具有划时代意义和战略价值;
6 |
7 | - 行业三大趋势明显,降本增效拓展应用:经过多年的发展,金属 3D 打印产业逐渐发展出从软件服务到粉末制备,从设备组装到打印服务的完整产业链,产业链各环节形成了犬牙交错的竞争格局,而其中设备制造是核心环节,从竞争壁垒来看,金属 3D 打印具有技术、资质、人才和先入壁垒,头部玩家形成较强的马太效应。2020 年以来,下游航空航天需求激增,带来了行业层面国产化替代、设备大型化以及加工打印中心出现这三大改变。此外,随着下游客户对于成本、轻量化等要求提高,对模型进行拓扑优化以实现更轻的质量和更少的材料损耗,是近年来下游服务厂商及应用客户努力的方向。在金属增材制造的成本结构中,折旧费用和材料费用合计占 80%以上,结合敏感度分析,我们认为,材料价格、设备成本以及打印效率是影响打印成本的重要因素,而随着材料和设备成本下降以及打印沉积效率提升,增材制造的成本将有望不断下降,从而推动技术可应用空间的持续扩大;
8 |
9 | - 航空航天助推产业腾飞:观察产业发展的规律,先军后民往往是新工艺推广的主要方式,由于军用领域相较于民用领域成本敏感度较低,而金属增材制造在航空航天领域具有较大的轻量化及性能优势,因此率先在该领域得到应用。航天领域,近年来由于国家陆续开展了低成本生产战略战术武器的方法和新型空天体系的研究,金属 3D 打印完美符合了航天产业多品种、小批量、整体化、轻量化、低成本等需求,势必成为产业中主流加工技术,在卫星、武器装备、火箭、太空飞行器多个领域存在较大的增长空间;航空领域,近年来呈现快速增长态势,军用航空领域,通过增材制造制作的一体化结构有效的实现了飞机的减重增寿。民用航空领域,增材制造作为重要的减重手段,能够满足民航高可靠性、高标准的要求,逐渐得到民航制造业重视:根据我们的预测,未来二十年增材制造在悲观、中性和乐观假设条件下的潜在市场空间将分别达到 1107、1514、1967 亿元。无人机领域,多品种、轻量化、整体化、低成本化的背景以及蜂群式、僚机的战斗模式,非常符合金属 3D 打印的技术特点。动力系统领域,增材制造应用较多,其复杂设计、一体成型的特点,使得动力系统的零部件越来越多的使用该技术:未来二十年在国内民用航发领域的悲观、中性和乐观假设情境下的潜在市场空间分别为 281、614、998 亿元;
10 |
11 | - 民用领域方兴未艾:随着行业需求的多元化以及金属增材制造成本的下降,在其他领域的应用将逐步增多,并从试验件、预研件向产业化、规模化的应用过渡,未来工业领域的应用将打开增材制造行业天花板,带来更大市场空间。医疗领域:缩短了制造时间,同时制造出更多轻量化、结构复杂的植入物,为患者带来更多方便;模具行业:得益于 3D 打印的复杂模具具有较好的冷却效果,使得无后处理的近净成形成为了可能;热交换器领域:为其制造提供了更加紧凑、高效、模块化以及多元化的解决方案,尤其是对于异形件等复杂件的加工,3D 打印技术拥有传统工艺不具备的优势;
12 |
13 | # 一、增材制造行业介绍
14 |
15 | ## 1.1 产业政策积极乐观
16 |
17 | **增材制造工作原理:**又称 3D 打印,是一种快速成型技术,以计算机三维设计模型为蓝本,通过软件分离离散和数控成型系统,利用激光束、热熔喷嘴等方式将金属粉末、陶瓷粉末、塑料、细胞组织进行逐层堆积粘结,最终叠加成型,制造出实体产品。因此,3d 打印可以简单的理解为多层二维打印,3D 打印一般使用特制的材料,基于坐标系,按照三维的图纸,将其一层层喷涂或熔结到三维空间,从而制造出传统工艺难以制造的高复杂度产品。
18 |
19 | 
20 |
21 | **传统打印的区别:**与传统打印机类似,增材制造都是由数据驱动完成打印,且集合了软件、机械和电子等多个学科,但两者在打印材料和原理上有较多区别,例如传统打印主要是二维打印,数据输入主要以图片、文字等为主,而 3D 打印机输入源主要是以特定的三维模型等为主,因此较传统打印相比需要切片等步骤。目前 3D 打印技术主要包括金属和非金属两大类,金属类近年来发展较快,因此后面将着重针对金属增材制造进行介绍。
22 |
23 | **增材制造技术路线:**技术路线的不同直接影响到加工的方式和最终成型零部件的尺寸、精度和强度等。目前增材制造的主要技术路线大致可以按照材料及形态、热源、送料方式等进行分类:
24 |
25 | **材料:**目前主流的材料包括金属材料和非金属材料,两者产值比约为 4:6。截至 2021 年,可用于 3D 打印的材料种类达到了 2486 种,其中包含 988 种金属、1222 种聚合物以及 219 种复合材料。材料是根据需求选择的,同时,热源的选择也限制了材料的熔点。由于增材制造率先在航空航天等领域得到应用,近年来金属材料增速较快,2009-2020 年全球金属原材料营收年复合增速达 37.0%。金属材料中应用较多的包括钢材、铝合金、高温合金和钛合金等,同时有部分材料存在活性较强的问题,比如镁合金,在粉末状态下容易引起粉尘爆炸等风险,虽然可以通过全程气氛保护的方式实现加工,但由于成本过高和风险太大的原因,一直以来都停留在实验室阶段。非金属材料包括聚醚醚酮、陶瓷材料等,还包括细胞组织等;
26 |
27 | 
28 |
29 | **材料形态:**粉末材料是目前最常用的金属材料形态,此外,还有丝材、片材和液体等多种材料形态。增材制造对材料的要求与传统的加工工艺有所不同。以粉末为例,一般用于粉末冶金行业,粉末冶金工艺是将粉末预成型后使用高温高压的条件进行最终定型的工艺,整个过程中粉末发生的物理冶金变化较为缓慢,材料有充分的时间融合反应。而增材制造工艺在热源的作用下的冶金变化是极快的,热源和粉体材料直接接触,粉体材料没有模具和外部压力的作用。因此对于粉体材料的球形度、空心度以及粉径要求较传统的粉末冶金有所不同;
30 |
31 | **热源:**综合考虑气氛、成本、材料熔点以及技术难度等因素,目前大部分企业采用激光作为增材制造的热源,此外,高能电子束、等离子和电弧等也由于各自不同的特点在不同场景下得到应用。电子束和激光的工作原理不同,电子束是高能电子穿过靶材的表面进入一定深度后,通过振动靶材的分子实现将电子的动能转化为热能,而激光的加热方式则是直接使用光子加热靶材表面,激光并未穿透靶材,由于烧结材料的熔点和最终成型零部件的区别,不同的热源会形成不同的结构,在气氛保护上,高能电子束往往要求真空环境,而激光需要惰性气体保护;相比之下,等离子和电弧等热源主要依靠焊接热源将原材料融化,按照成形路径层层堆叠形成金属件,因此无需气氛保护。此外,还有部分热源是使用基板/基材加热的,目前国内使用的较少;
32 |
33 | **送料方式:**目前主要是送料方式主要包括铺粉、送粉/送丝等。其中铺粉工艺是将金属粉末铺放在基板上,控制热源沿着 X-Y 轴的路径将每层的粉末熔化烧结,并逐层堆叠形成零部件,特别适合制造复杂度高、加工成本高或者定制化程度高的零部件。送粉/送丝的技术主要通过激光熔头或者焊枪等逐层熔覆形成零部件,虽然在成型复杂度上略逊一筹,但是在生产效率上却有较大优势,且在零部件尺寸上没有限制。
34 |
35 | 
36 |
37 | ## 1.2 诞生和理论发展
38 |
39 | 由于增材制造的加工过程具有由二维到三维的堆叠特征,因此具有较为鲜明的优缺点:
40 |
41 | ### 优点
42 |
43 | (1)可快速加工成型结构复杂的零部件。3D 打印是将三维切片以得到二维的轮廓信息,通过叠层的方式实现零部件成型。因此这种方式不受零部件形状和内部复杂度的影响,尤其是制造一些结构复杂、使用传统工艺较难或者成本较高的产品时,具有突出优势。同时,定制化的特点使得 3D 打印可以根据消费者需求自由定制形状,真正实现按需生产;
44 |
45 | 
46 |
47 | (2)缩短产品研发周期。使用增材制造技术制造零部件直接由模型驱动,无需模具、夹具等辅助工具,凭借增材制造快速成型快速迭代的特点,可以有效的加快新产品的研发周期,节约昂贵的模具费用,提高产品迭代速度;
48 |
49 | 
50 |
51 | (3)材料利用率高。传统加工工艺会产生大量废料,存在相当的余料价值损耗,增材制造技术根据二维轮廓添加材料,按需制造,加工材料可回收二次利用,因此材料利用率显著高于传统加工模式。尤其是对于较为昂贵的金属材料如钛合金、高温合金等,可节约大量成本;
52 |
53 | (4)实现一体化、轻量化设计。3D 打印的应用可以在保证零部件性能的前提下,通过拓扑优化、结构设计等方法将复杂结构经过变换重新设计成简单结构,从而减轻重量,同时 3D 打印一体成型的加工方式也较大的节省了铆接和焊接的部位,从而进一步提升产品的可靠性;
54 |
55 | 
56 |
57 | (5)提高供应链柔性。3D 打印省去了雇佣较多产业工人、使用大型产线的建设点火试车环节,根据需求及时调整产能,具有“去模具、减废料、降库存”等优点,缩短产业链、提高供应链可靠性以及减少库存风险方面具有较大优势,在供应链安全受到挑战以及需求不确定的当下具有现实意义。
58 |
59 | ### 缺点
60 |
61 | 金属增材制造技术在加工材料、加工精度、表面粗糙度、加工效率上较精密加工仍有较大差距,而小批量的情况下实现了力学性能上,金属增材制造技术已经满足铸造的水平,部分零部件经过热处理后接近锻造水平,因此目前增材制造技术主要的竞争技术是小批量的精密铸造,在部分领域对锻造构成挑战。
62 |
63 | 
64 |
65 | ## 1.3 金属增材制造处于技术成熟度曲线第四阶段
66 |
67 | 技术成熟度曲线(the Hype Cycle):技术成熟度曲线又称 Gartner 炒作曲线,X 轴为时间,Y 轴为期望值,曲线描述了新技术的发展过程,从诞生到过热,到低谷,最后为人们理解和接受的完整阶段。技术成熟度曲线一共分为五个部分,目前我们判断金属增材制造在航空航天领域的应用处于第四阶段:
68 |
69 | - **上升期:**一项新的技术突破、样品成功试制等重大事件,标志着某项技术进入了人们的视野,该阶段是新技术最容易凋敝的阶段,大部分的技术路线在这一过程中都无法得到足够的应用而被抛弃。而行业巨头应用、国家政策支持或者资本的介入都会快速的提升人们对于新技术的预期,大量的初创企业出现。一般这个阶段,新的技术会在各大高校和科研院所诞生,但仅有少数技术能够得到产业界的认可,走出实验室;
70 | - **过热期:**随着技术走出实验室逐渐为人们了解,预期出现顶峰,大家对创新技术报以厚望,甚至高于其实际能力,该阶段最容易形成投资泡沫,大量的资本进入也推高了人们的期待,企业遍地开花。但此时的国产化率仍处于较低水平,核心的设备和工艺尚未掌握,因此大多情况下呈现出“两头在外”的代工模式。大量的资本进入催生出众多初创企业,但是大部分企业产品仍然属于低价值的初级阶段,不能满足实际需求;
71 | - **低谷期:**随着应用的落地,人们发现结果并不如预期,低于预期的财务受益和价值增值使得资本开始离开。伴随而来的是原先并没有自我造血能力的产能进行出清。顶峰期大量收购企业行业巨头账面上累计的商誉陆续减值,行业内外的资本退潮和补贴的退坡加速了产能的出清,随之而来的质疑让从业者的迷茫加深;
72 | - **成长期:**一些早期的企业克服了一些困难,解决了一些缺陷,并开始获得收益,可以继续努力前行。一些有潜力的技术路线和应用开始慢慢进入到试验阶段,进而产生正向的循环,与此同时,有较强预见性的产业资本开始进入行业,推动行业进入了第二轮发展期,此时的国产化设备渗透率伴随着产业规模的提高而扩大,内生性需求开始产生,产能的投资也开始进入了理性的爬坡期。随着技术成熟和需求的产生,赚钱效应开始出现,大量资本开支和一级融资项目的活跃标志着行业进入到快速发展期;
73 | - **成熟期:**技术的实际效应得到了产业内的客户的认可,越来越多的企业开始接受并使用该技术,产业进入成熟期。这个阶段,虽然利润在增长,但是技术路线和产业竞争格局开始稳定,于是资本开支开始放缓,产业进入到下一个技术的更新迭代中。
74 |
75 | 
76 |
77 | ### 历史沿革
78 |
79 | **早期阶段(1984 年以前):**3D 打印技术最早可以追溯到 19 世纪,摄影技术发明后,人们就开始讨论如何在三维空间中记录我们的影像。1859 年,法国雕塑家佛朗索瓦首次设计出多角度成像获取物品三维图像的方法,是今天 3D 扫描技术的鼻祖。1981 年 5 月,名古屋工业研究所的 Hideo Kodama 博士发表了快速原型的详细信息,该研究是逐层打印的第一篇文献。1982 年 Joseph Blanther 发明了用蜡板层叠的方法制作等高线地形图的技术。1984 年,三名法国工程师申请了立体光刻工业的专利,随后因为受限于计算机数字化建模、激光、材料等多方面因素,增材制造技术不具备商业前景而放弃了该项专利。而具有商业头脑的商人查尔斯胡尔(Charles W.Hull)获得了这项专利,并规定了 STL 的文件格式和数字切片的方法,使用紫外线固化光敏聚合物成型,通过这项专利,查尔斯成立了 3D system 公司,这是 3D 打印产业的萌芽期。
80 |
81 | 
82 |
83 | **发展阶段(1984-2006 年):**3D 打印技术在 1984-1996 年得到了商业化,SLA(1984)、FDM(1988)、SLS(1992)、3DP(1993)、EBM(1994)以及 SLM(1995)等目前主流的增材制造技术相继出现,而由于当时激光器功率较小,光纤激光器无法完全熔化金属,因此前期的 3D 打印技术主要围绕树脂等非金属材料,或者类似于 SLS 技术在金属表面附着一层非金属材料实现粘结,在性能上有所欠缺;
84 |
85 | 随后在 1996-2006 年 3D 打印技术快速发展,1996 年 3D system,Stratasys 和 Z Corporation 在上述已有技术的基础上,分别推出了新一代的优化技术如 LENS、DLP 等,行业内诞生了专注于某项技术的专业化公司,如 DTM(SLS 技术)、Arcam(EBM 技术)、Objet(Polyjet 技术)等,专业化分工的出现意味着产业规模开始扩大,同时工业级的设备开始逐步成型,相较于消费级和科研级的设备,工业级设备在成型效率、尺寸以及工作功率等方面具有明显优势。此外,海外较为成熟的技术开始应用于汽车、航空、齿科等领域。2002 年,国内高校如清华大学、华中科技大学、西安交通大学等开始研究 3D 打印,并研制出少量成型的样机,这些早期接触 3D 打印的高校是目前国内 3D 打印产业界和学术界的重要力量,在这个时期,国内开始出现市场化的企业,如上海联泰等,增材制造行业进入了上升期。
86 |
87 | **成长阶段(2006 年至今):**2006 年以来,行业进入了快速上升期,行业内有名的开源项目 RepRap 和 Fab@home 的出现以及 FDM 等专利技术的到期将消费级 3D 打印推上快车道。老牌增材制造企业如 3D system 开始了大量的并购,账目上积累的商誉成为日后的隐患。金融危机之下,增材制造被寄予厚望,奥巴马国情咨文的演讲将 3D 打印行业推上新的高潮。国内对于增材制造技术的关注也源于海外的一片火热,2012 年《十二生肖》中快速成型的技术引起人们的关注,随后 2014 年桌面级 3D 打印的热潮席卷国内,短短一年内涌现出上百家企业,国内增材制造进入过热期。在此之前仅有北京太尔时代和杭州铭展等少数企业,大部分企业从事的是两头在外的销售模式,核心技术和需求均依赖海外,因此在需求证伪的情况下进入了寒冬,短短两年内大量企业倒闭。在顶峰期大量收购企业的打印设备巨头 3D system 账面上累计的商誉陆续减值,行业内外的资本退潮和补贴的退坡加速了产能的出清,随之而来的质疑让从业者的迷茫加深,行业进入低谷期;
88 |
89 | 
90 |
91 | 2016 年,国内经过军队改革,新型号武器定型列装,带动增材制造等新技术逐步提高渗透率,这个阶段在航空航天领域使用增材制造的比例和价值量不断提高,行业内以铂力特、华曙高科为代表的企业也进入了资本开支快速提升的阶段。尤其是 2020 年以来,随着全球供应链的冲击加剧,地缘政治局势动荡等因素,增材制造行业重新获得人们的关注,二级市场中如铂力特估值快速提高,一级市场投融资速度明显加快,大量资本开支和一级融资项目的出现标志着行业进入到快速发展期。
92 |
93 | 
94 |
95 | ## 1.4 产业政策助力行业健康发展
96 |
97 | **背景介绍:**自 3D 打印技术诞生以来,一直面临与传统工艺的对比,因此产业的发展以及政策扶植一般来源于现实的危机。1998 年,受到东南亚经济危机的冲击,需求变得不稳定,同时供应链的安全被各国政府愈加重视。以美国为代表的发达国家制定了一系列 3D 打印相关的技术发展路线图催化相关产业的成熟。当时由美国国家制造科学中心领导的增材制造技术路线图开发得到了美国工业界、政府界以及学术组织的支持,形成的路线图将快速成型技术分为三个子类别,包括设计验证系统、过渡技术系统以及直接制造系统,它预测了行业的演进,虽然相关术语时至今日已经改变,但大体框架却保留了下来;
98 |
99 | 
100 |
101 | 此后,在 2009 年,全球性的金融危机带来了供应链的断裂以及需求的不确定性增强,美国政府将增材制造技术视为走出危机的重要技术路径。2009 年 12 月,奥巴马政府发布《振兴美国制造业框架》的政策纲要,将人工智能、3D 打印和机器人作为重振美国制造业的三大支柱。在 2009 年度增材制造路线图研讨会上,来自学术界、工业界和政府的 65 位专家共同制定了未来 10-20 年的增材制造研究的路线图,与会者在研讨会上提交白皮书,阐述对增材制造的看法以及未来的技术实现路径,涵盖了 26 条具体建议。与 1998 年的路线图不同,2009 年的路线图更加着重于研究领域,执行的机构大部分为研究机构,其中工业界参与度只有 32%,而大学等研究机构占比高达 45%,因此主要是用于课题的研究,因此相较于 1998 年路线图的前瞻性和准确性有所差距;
102 |
103 | 
104 |
105 | 美国国家增材制造创新机构 America makes 每隔一段时间组织力量对增材制造的技术发展路径进行制定,目前最新的一版为 2018 版。2016 年 9 月,在俄亥俄州,AMSC 组织了第二次面对面的闭门会议,审定了路线图的初稿,项目组分为八个小组,每个小组致力于特定领域最新的技术路线图对现有标准和开发中的标准进行编目,并根据需求修订新标准,随后进行差距分析,根据这些因素起草路线图,标准包括了设计、工艺、材料、资格认证、评估和后续维护等多个领域;
106 |
107 | 
108 |
109 | 2020 年以来,全球供应链遭遇冲击,以供应链弹性为核心的生产方式得到制造业的认可,增材制造具有无库存柔性生产等特点,因此在供应和需求不确定的情况下实现按需生产,因此近年来逐步得到各国政府的重视。下面列举了国内和国外近年来有关领域的产业政策:
110 |
111 | **国内政策方面:**增材制造技术在航空航天领域的率先应用以及在民用领域的广阔前景被世界各国政府逐步认可,在我国,金属增材制造技术的发展并不落后于海外,这得益于我国出台了较多的产业政策扶持增材制造技术,并制定了行业标准引导产业的健康有序发展。2020 年 2 月,工信部联合标准委员会发布《增材制造标准领航行动计划(2020-2022)》,明确提出了立足我国国情同时对标国际先进水平的增材制造标准体系,并提出了发展目标。在十四五规划中,明确了发展增材制造技术的重要性,并将其列为未来规划发展的重要领域;
112 |
113 | 
114 |
115 | **海外政策方面:**受到 2020 年以来全球供应链中断和人工成本提升的扰动,各国政府尤其是欧盟和美国等发达国家积极推动增材制造技术的使用,以帮助当地企业完成再工业化,恢复供应链的安全稳定。因此,美国和欧洲相继推出了增材制造技术路线图,2022 年年中,拜登政府推出了 AM forward 计划,旨在使用增材制造技术提高中小企业的竞争力。
116 |
117 | 
118 |
119 | ## 1.5 新形势下,全球供应链重塑带来增材制造的快速发展
120 |
121 | 二十世纪二十年代以来,全球主要面临三大矛盾:原材料价格高位滞涨、供应链安全遭遇挑战和国际冲突日益尖锐——物流成本抬高、生产效率降低,逆全球化的思潮冲击了人们本就脆弱的信任,供应链安全遭受挑战,地缘政治和局部冲突加剧了地区的不安全感,提高了对于快速响应和武装军队能力的要求,三大矛盾相互影响,构成了当今全球供应和需求双双不稳定的新局面;
122 |
123 | 增材制造的出现让各国发现了新形势下缓解原材料价格高位、供应链不稳定以及装备产能瓶颈的新方法——增材制造的材料回收率相较于传统工艺高、短流程的生产模式适合产业工人短缺以及基础工业薄弱的国家,而在国际地缘政治中受到威胁的国家,快速成型技术可以使其短期内具备较强的武装力量,因此近期各个国家都在积极使用增材制造技术解决其面对的问题;
124 |
125 | 以沙特为例,2022 年 12 月中国代表团访华期间,沙特各企业与中国签署了一系列企业合作协议,涵盖了运输、物流、医疗、建筑和制造业等等领域,协议价值高达 300 亿美元,其中代表团中出现了中国的 3D 打印企业西帝摩,沙特使用增材制造技术解决其油井钻头的更换,其无模具短流程短周期的特点,使其实现了钻头的快速更换。而沙特独特的地理条件和薄弱的工业基础也使其无法实现大规模的铸造,因此增材制造将成为其解决自身供应链安全、减少库存备货和仓储物流成本的重要方法。
126 |
127 | ## 1.6 小结
128 |
129 | 作为新兴工艺,通过降维成二维烧结逐层堆叠的加工模式,增材制造具有传统的变材制造和减材制造不具备的优势,对于超复杂结构、短周期高柔性需求以及高性能要求部件,其适应能力更强,制造成本更低。经历了上升期、过热期、低谷期,在 2016 年军队体制改革完成后新的武器装备定型以及 2020 年供应链不稳定性的背景下,增材制造逐渐被人们重视,各国纷纷出台产业政策扶持,行业进入了快速发展期,我们认为增材制造技术已经步入技术成熟度曲线的第四阶段。
130 |
131 | # 二、行业竞争格局
132 |
133 | ## 2.1 产业链情况
134 |
135 | 3D 打印行业大致可以分为上中下游三个环节。其中上游环节为原材料及零件,包括 3D 打印原材料、核心硬件和软件等,中游为 3D 打印设备和服务,其中在产业发展初期国产化率尚不高的情况下还存在 3D 打印设备代理商,下游主要为航空航天、汽车、医疗、消费及电子产品等领域:
136 |
137 | ### 上游——增材制造行业上游主要包括 3D 打印原材料、核心硬件和软件服务
138 |
139 | **3D 打印原材料:**是影响产品质量的重要因素,目前使用的金属粉末要求纯净度高、球形度、粒径分布窄、氧含量低。目前国内的金属 3D 打印材料已经基本满足国产设备及下游需求,设备厂商一般与第三方材料厂商合作开发各类金属材料及熔融工艺,少量 3D 打印设备及打印服务厂商会自主生产金属 3D 打印材料。目前国内比较知名的 3D 打印粉末提供商包括有研粉材、中航迈特、威拉里、宁波众远、西安赛隆等;
140 |
141 | 
142 |
143 | **核心硬件:**增材制造使用的核心硬件包括振镜和激光器,目前国内大部分企业主要采购自美国和德国,存在依赖进口的情况(以华曙高科为例,2022 年上半年振镜国产化率为 0.9%,激光器国产化率为 30.1%)。随着国产振镜和激光器的研制成功及性能提升,目前已实现部分进口替代。比较有名的激光器或振镜提供商包括锐科激光、创鑫激光、大族斯特、正时精控、金橙子等;
144 |
145 | 
146 |
147 | **软件服务:**3D 打印软件包括工业软件及应用软件,应用软件主要是产业链上下游主体基于需求开发提供,如辅助设计、工程处理、仿真模拟、智能处理软件,工业软件系统指控制 3D 打印设备的控制系统,是 3D 打印设备的核心中枢。目前行业内的大部分设备的工业系统大部分向第三方采购,软件性能提升依赖于软件服务。国内比较有名的工业软件服务商为安世亚太。
148 |
149 | ### 中游——增材制造行业中游主要包括 3D 打印设备制造商和设备技术服务提供商:
150 |
151 | **3D 打印设备:**其中 3D 打印设备是中游、也是产业链的核心主体。增材制造设备制造商研发、生产打印设备提供给下游客户使用,并根据客户反馈不断更新换代,向上游传递市场需求,推动产业链水平提升;
152 |
153 | **3D 打印服务:**近年来,随着增材制造需求的提升,出现了增材制造服务提供商,主要通过 3D 打印设备为客户提供打印服务及各类衍生的技术服务;
154 |
155 | **3D 打印设备代理商:**由于打印应用需求的增多以及打印设备厂商数量的提高,代理设备销售的中介企业也逐渐增多,随着上下游分散化趋势,代理设备企业将会进一步提高影响力。
156 |
157 | ### 下游——主要是各下游应用领域,包括航空航天、汽车、医疗、教育等领域。
158 |
159 | 目前由于增材制造行业最有活力的领域是航空航天,因此主要的客户结构来自于科研单位及高校、各大巨头企业的研发部门以及军工单位的下属院所,此外增材制造在快速修复的领域的优势使其在有相关需求的企业中有所应用,比如油气勘探中的钻头修复和更换,就使用了增材制造技术。
160 |
161 | 
162 |
163 | **公司间业务种类犬牙交错:**经过多年的发展,产业链中分化出多种增材制造企业类型,他们业务相互交错,形成了独特的业态分布:
164 |
165 | **纯粹的增材制造企业:**以铂力特、华曙高科、飞而康、鑫精合为代表的企业,为了扩充体量、争取足够多政策和融资的支持,大多向产业链上下游进行延伸,在多个领域进行布局,形成了增材制造的产业生态。同时,近年来,在军民融合和武器定型放量的大背景下,军工的订单呈现出“小核心,大协作”,即以主机厂为核心,在国内军民企业中寻找配套厂商,民营企业深度参与武器装备的研发、试制和量产。在这一背景下,增材制造企业也深度参与了航空航天领域零部件的试样,得益于军品订单的快速释放,行业内的部分头部公司纷纷拓展了从粉末到设备到服务的全产业链生态;
166 |
167 | **传统业务转型的巨头:**以天工国际、有研粉材、抚顺东工、敬业增材和钢研集团为代表的传统行业巨头纷纷入局,该部分企业凭借自身资本、产业、技术以及客户渠道等资源优势,在产业中取得了一定的优势;
168 |
169 | **下游客户研发部门:**此外还有一些行业参与者,他们属于各企业的科研单位,他们既是下游的终端客户,同时也参与到产业链的各个环节,是产业内不可忽视的力量。例如各大主机厂的科研单位,他们也会采购和招标金属增材制造设备,建设打印服务中心,以满足自身科研和批产的需求。
170 |
171 | 
172 |
173 | ## 2.2 竞争壁垒
174 |
175 | ### 技术传承
176 |
177 | 目前主流的增材制造技术主要分为选区熔化和直接能量沉积两条,下面将讲述两条技术路线的技术传承:
178 |
179 | - **选区熔化:**选区熔化技术主要包括激光选区烧结(SLS)、激光选区熔化(SLM)以及电子束熔融成型(EBM)等。选区激光烧结(SLS)技术最早由美国德克萨斯大学奥斯汀分校的 Carl Deckard 学者在其硕士论文中首次提出,此后由 DTM 公司将其商业化,即 SinterStation 2000,随后的 DTM 为 3D System 公司收购,而最早广义的 SLS 包括了非金属和金属两种加工工艺——区别在于非金属烧结对温度场和气氛控制的要求较高,而金属烧结则对激光能量密度和控制精度有较高要求。由于 SLS 技术在烧结金属的过程中,金属并未完全熔融,因此成型后的零部件在性能上有所缺陷,因此诞生了 SLM 技术,与 SLS 的区别在于金属粉末在加工过程中被快速熔化。SLM Solution 是选区激光熔融(SLM)路线的先行者,此后涌现出 3D system、EOS、雷尼绍以及 GE 等公司,技术路线得到了快速发展。早期在激光器功率不够的情况下,烧结金属的温度不达标,因此主要采用粉末外层包覆复合粘结剂的方式烧结,随着近年来高功率激光器的出现,直接烧结金属的工艺也愈发成熟。国内高校最早于上世纪 90 年代引入 SLM 技术,西北工业大学、华中科技大学以及北航等学校研究较多。2010 年以后,铂力特经过市场调研,瞄准了 SLM 技术作为主要的攻关方向,随后逐步形成了 EOS 代理加工、自研设备和打印服务的收入结构。DTM 的创始人许小曙从 3D system 离开后,回国创办了华曙高科,由 SLS 技术向 SLM 路线延伸,并逐步发展出非金属和金属两大技术路线。此外,EBM(电子束熔融成型)由瑞典的 Arcam 最早商用化,随后在国内的清华大学、西北有色研究院等研究机构有所应用,目前国内主要是清研智束、西安赛隆等企业;
180 |
181 | - **直接能量沉积:**能量沉积包括电弧增材制造(WAAM)、激光立体成型(LSF)、电子束能量沉积(EBFF)等。电弧增材制造技术主要是起源于英国的克兰菲尔德大学,随后挪威钛等公司将其商业化落地,国内的南京理工大学、华中科技大学以及西安交通大学凭借焊接领域的积累,研究成果先后在英尼格玛、武汉天昱以及西安增材创新研究院落地转化。激光立体成型最早由美国各高校的国家实验室发明,其中技术水平较为领先的是美国能源部下属的 AreoMet,此后国内如西工大、北航等高校也开始了研究,并在中科煜宸、鑫精合、北京煜鼎、铂力特等企业进行了成果转化。而电子束能量沉积技术由于应用较少目前国内没有知名的企业。
182 |
183 | 
184 |
185 | - **竞争门槛:**增材制造是高科技、高附加值的技术密集型产业,技术壁垒高、设备资本投资大,同时在生产工艺、性能指标上较传统制造业有更高的技术要求。另外,产业定制化属性也使得公司需要深度参与客户产业的产业前期论证和定制化设计,具有较强的客户黏性。目前增材制造技术尚处于产业快速成长期,因此核心技术团队在经验上的积累十分重要,先发者具有人才和数据库优势:
186 |
187 | - **技术壁垒:**由于增材制造设备涉及到粉末的快速烧结和冷却,因此振镜的精确定位、风场对粉末溅射的抑制和晶格结构的形成等方面技术难度较高,目前仅有少数增材制造企业掌握性能达到锻造水平的飞机承力结构试验件的生产工艺,具有较高的技术壁垒;
188 |
189 | - **认证资质壁垒:**由于目前增材制造的零部件主要应用于航空航天高端领域,下游客户对于保密性和可靠性要求较高。此外,目前航空航天下游客户以飞机、导弹、卫星等零部件制造商为主,隶属于航空工业、航天科工、航天科技等企业,相关研发体系中的研发人员人脉背景较为封闭集中,因此具有较强的客户渠道壁垒。此外,由于航空航天产品每个型号均需要经过立项、试制、预研、试飞、列装等不同阶段,产品定型后,供应商更改的难度较大,因此深度参与型号预研的产品供应商在型号落地后,也会进入稳定的合格供应商名单,新进入者短期内无法进入,只能针对新型号进行试制和预研,因此具有很高的进入壁垒;
190 |
191 | - **人才壁垒:**由于增材制造行业目前处于快速发展期,因此不同的技术路线尚未成熟,需要大量的研发人员投入研发和试错,有经验的增材制造工程师可以针对需求设计零部件结构和支撑,由于增材制造技术的前部设计需要结合专业知识,在零部件加工时深度介入,而核心人才团队可以有效的针对需求设计响应的结构,从而完成业务,因此核心骨干团队非常重要;
192 |
193 | - **先入壁垒:**增材制造产业属于 know-how 领域,设备的稳定性和控制的精度直接决定了成型零部件的成品率和性能,因此熟悉工艺、具有设备制造技术的先入者凭借多年来积累的数据库和实践经验在产业链中通过长年的设备迭代,在设备的稳定性和零部件的成型经验上积累了较多的数据,具有较强的先发优势。另一方面,由于增材制造粉末价格较高,而累计的品牌效应将使得客户在面对高价值量零部件的情况下更倾向于选择具有成熟经验、品牌力强的供应商。
194 |
195 | ## 2.3 设备大型化、打印中心出现及国产替代趋势明显
196 |
197 | **行业趋势:**虽然国内整体的增材制造水平较国外有较大的差距,但国内头部的金属增材制造企业经过多年的发展和积累,在产业化应用和规模生产方面已经处于国际领先水平。尽管在其他行业的研究中,投资者普遍性的将国内的上市公司与海外的公司进行对比,但我们需要指出——海外上市的增材制造企业主要为民用领域为主,技术也主要是粘结剂喷射、光固化等成本低、精度低的路线为主,而国内已上市和待上市的增材制造企业则是高精度、高成本的 SLM 等技术路线。除了由于海外高精度、高价值量的增材制造企业大多是某巨头的业务部门(如 GE additive)或家族企业(如 EOS)暂未上市计划,国内近年来航空航天大量的业务需求也使得行业内公司营收规模达到了上市条件,因此国内外上市的增材制造企业并不能简单的横向对比。而下游客户的需求牵动了产业链的发展升级方向:1)航空航天领域集中式的需求爆发,带动上下游军民企业加工中心的出现,2)主战装备大型零部件的需求提高,带来了对于增材制造设备大型化的需求,3)航空航天自主可控的要求促使国产核心零部件的替代进程加快:
198 |
199 | **设备大型化:**增材制造在大型钛合金件上的应用已逐渐成熟,针对下游客户的需求,增材制造企业不断提高装备的尺寸,以铂力特为例,其开发的 S 系列设备从 S210 的 100mm 尺寸到 S1000 的 1000mm 尺寸,在尺寸变大的同时,激光头的数量也随之增多,成型效率从 15 立方厘米每小时上升到最高 300 立方厘米每小时,提高了 20 倍。根据产业调研信息,每多一个激光头,成型效率提升在 20-50%左右不等,目前尚未见到瓶颈。此外,由于打印舱体的空间有限,目前激光头和振镜的数量是效率提升的瓶颈,因此利用振镜对激光进行分光的技术将是未来增材制造成倍提升效率的重要技术;
200 |
201 | 
202 |
203 | 小核心大协作下的加工中心出现:随着航空航天领域重点型号的定型,以主机厂为核心,民参军企业配套的趋势越来越明显,由此诞生了两种加工中心的模式:
204 |
205 | **1)小核心引导产业链升级:**主机厂出于供应安全及性能要求的考虑,参与加工中心的建设。主机厂布局打印中心与“小核心大协作”并不违背,而是一种产能补充。通过自建打印中心,下游客户更加直观的了解到行业发展情况,也能带动整体产业链升级:
206 |
207 | 中航沈飞布局增材制造带动产业链需求:2022 年 9 月 26 日,中航沈飞发布公告,全资子公司与沈北新区政府、沈阳航产集团三方签订《战略合作框架协议》,协同推进航空复材加工、钛合金成型及增材加工、沈阳航空智造生产基地等首期重点项目建设。本次建设旨在发挥供应链链长作用,完善新材料、新工艺布局,提升供应链配套质量及效率,缩短响应时间。我们预计,本次合作将为航空航天领域的增材制造设备的需求提供助力,并实现相关龙头企业业绩的快速增长;
208 | 航天六院增材中心建设启动:2021 年 9 月中心启动了产业化厂房建设及改造工作,2022 年 3 月启动一期项目建设,快速推进产业化实施。2022 年下半年,6200 平米厂房已经改造完毕投入使用,一期共有 40 台设备,已有 39 台设备投入使用,保证了先进动力型号的研制,与此同时,公司同步启动了产业化二期及三期项目的论证工作,目前已经完成二期及三期项目招标工作。11 月底设备陆续到位并于 12 月完成安装,随着二期三期项目的推进,下游需求快速增长,牵动产业链发展升级。
209 |
210 | **2)大协作加速扩产配套:**随着航空航天领域重点型号的定型,军工小核心大协作的趋势越来越明显。前期投入研发的企业纷纷建立起自己的打印服务中心,以铂力特、飞而康、鑫精合、钢研极光、河北敬业等为首的企业批量生产或购买打印设备进行航空航天核心零部件的打印工作,相关企业加快资本开支建设大中小型打印中心,为上游设备企业带来了较大的营收增长,以湖南华曙高科为代表,可以发现前五大客户中军工客户比例明显提高,此外军工客户的采购量也快速提升,公司产能利用率维持高位,体现出下游客户需求不断提高。此外,铂力特四期定增项目主要目标是建设金属增材制造粉末车间及 3D 打印服务中心,共计设备 505 台/套,意味着头部玩家开始进入批产阶段。
211 |
212 | 
213 |
214 | **国产化替代加速:**国产化替代既是下游客户为了自身供应的安全性和多元化的必然要求,同时也是设备制造商自身出于降本增效,提高产品竞争力的考虑,市场竞争的结果。与十年前国内大量采用海外进口设备相比,近年来国产增材制造设备的市占率逐步提升,以铂力特为例,上市前,铂力特的海外设备制造商代理收入占比高达 27.5%,近年来公司加大自研设备研发投入,代理业务逐渐减少,2022 年公司实现了设备的全部自研。同时,设备制造商也在积极探索核心零部件的国产化。对于激光选取熔化路线(SLM)来说,目前主要的核心零部件包括振镜、激光器、花键、电机,其中振镜和激光器国产化率仍然处于较低水平,也是设备中价值量较高的核心零部件。根据华曙高科答复函,2022 年上半年,国产激光器如创鑫激光已经实现部分供货,单价为 2.75 万元,相较于公司整体采购价 4.55 万元下降较多——一方面是由于公司采购较多的进口 IPG 激光器具有效率高、能耗低、精度高等优点,同时运行时功率衰减少,具有良好的稳定性,因此相较于其他激光器价格较高;另一方面是由于国产激光器生产成本、议价能力相较于海外激光器低。因此综合来看,近年来随着国产激光器厂商的加入,激光器的平均采购价格逐年降低。
215 |
216 | 除了目前较为清晰的三大趋势以外,拓扑优化也愈发成为近年来人们关注的重要话题,站在当下时间点来看,虽然目前第三方的拓扑优化团队尚未形成规模,但随着下游需求的多元化以及客户群体的分散化,我们认为,针对特定客户和特定场景的拓扑优化将成为主流。增材制造与拓扑优化彼此需要、相互促进,甚至带来新的需求:
217 |
218 | 
219 |
220 | 除了目前较为清晰的三大趋势以外,拓扑优化也愈发成为近年来人们关注的重要话题,站在当下时间点来看,虽然目前第三方的拓扑优化团队尚未形成规模,但随着下游需求的多元化以及客户群体的分散化,我们认为,针对特定客户和特定场景的拓扑优化将成为主流。增材制造与拓扑优化彼此需要、相互促进,甚至带来新的需求:
221 |
222 | 1) **拓扑优化与增材制造彼此需要:**拓扑优化是一种根据给定负载情况、约束条件和性能指标,在给定区域内对材料分布进行优化的数学方法,因此拓扑优化主要是基于有限元网络而非几何的。目前连续体拓扑优化的研究已经较为成熟,比较知名的工业软件包括美国 Altair 公司的 Hyperworks 系列软件中的 OptiStruct 和德国的 Fe-design 公司的 Tosca(目前已经被达索收购,集成到 Abaqus 中)。拓扑优化和增材制造的集成能够充分发挥两者的优势和潜力。区别于传统的经验式的设计模式和面向设计的性能评估,拓扑优化实现了根据性能要求建立模型,并针对需求进行优化。而经过拓扑优化的方案存在的大问题是结构形式复杂、可制造性差,而拓扑优化是通过有限元分析和计算机仿真模拟计算的结构,因此只有在不考虑结构工艺约束的情况下才能发挥最好的效果。早年间工程师尽管通过拓扑优化设计了很多结构独特、高性能的产品,但是往往囿于工艺限制不得不进行妥协,遵循“实现性优先”,舍弃原有的优势。增材制造的出现解决了这一问题,通过堆叠的方式将三维的实体转化为二维的加工过程几乎对复杂度不敏感,从而实现了自由化的设计。因此企业可以根据自身需求设计并打印复杂的产品,不再受到工艺和制造资源的束缚的工程师也能够真正实现“设计即生产”,因此增材制造让拓扑优化的价值得以完全发挥。同时,另一方面看,增材制造离不开拓扑优化,由于增材制造的原材料价格较传统工艺高,因此要实现平价甚至经济上的优势,拓扑优化是重要的方法。通过拓扑优化确定和去除不影响零部件刚性的材料,在满足功能和性能要求的基础上实现轻量化,不仅美观独特,而且节省了大量材料,尤其是昂贵的原材料。因此从这个角度来看,拓扑优化与增材制造相辅相成、互相成就,拓扑优化技术是增材制造工业软件的核心技术之一;
223 |
224 | 
225 |
226 | 2)**设计评估与自反馈闭环:**增材制造的零部件在打印前、中、后期均需要进行评估,典型的评估方法包括性能仿真和点阵仿真。在打印过程中往往会碰到过度变形、部件开裂、刮板碰撞、支撑断裂等等问题,这与打印前的仿真模拟息息相关。与传统方式不同,增材制造的成本很高,无法承担多次打印失败的风险,因此仿真环境尤为重要,而全数字化的设计及加工方式也为数字孪生提供了可能。由于增材制造涉及到材料的快速熔化和凝固,因此对于熔池的动力学控制以及晶体结构的生长要求更高。一款设计方案诞生后,需要进行数字仿真模拟,然后根据仿真模拟结果优化设计和支撑方案,接着进入下一轮的模拟,直至通过模拟测试。随后,在设备中进行线程试验,试验过程中,软件进行实时模拟仿真,预判可能出现的问题并及时调整。打印结束后,根据部件后续的性能测试进一步优化设计方案,形成闭环;
227 |
228 | 
229 |
230 | 3)**创新设计拓展新的需求:**在目前的增材制造应用中,下游往往会希望增材制造能够替代已有的零部件的制造工艺,诚然,这是目前下游客户最容易接受的路径,但我们同时需要指出,尽管目前大部分的需求仍来自于已有的工艺替代的需求,但新的需求将诞生于创新的设计——例如文创产品,通过拓扑优化和点阵设计的文创产品将引发消费者的购物欲望,从而催生出新的需求。因此,从供给端的角度来看,将来随着增材制造的特性与创新性的设计结合,将在更多的领域催生出新的需求。
231 |
232 | ## 2.4 增材制造成本下降曲线分析
233 |
234 | **增材制造成本拆分:**为了分析增材制造的成本下降的可能性,我们将增材制造加工过程分为八个过程,分别为气体消耗成本、设备调整成本、冷却分离和表面处理成本、设备维护成本、粉末成本、电能消耗成本和折旧成本,此外,还有预先设计与研发的支出成本。在这些成本中,气体消耗成本、设备调整成本、冷却分离和表面处理成本、设备维护成本等均属于历史统计即可得出的数据,由于技术进步较慢等原因在短期内不会发生太大变化,而粉末成本、电能消耗成本以及折旧成本,由于与零部件的情况相关,因此需要具体分析;
235 |
236 | 我们将历史相关的成本参数进行了估计,并以一个具体的零部件为例分析相关成本结构以及敏感度。我们假设了一个零件大小 935mm*526mm*1463mm 的钛合金零部件,由于粉末烧结过程需要附加额外的支撑结构以维持零部件的形状,此处假设支撑部分占零部件的比例约为 10%,模型复杂度方面,设定单层层高为 20μm,模型复杂度为 0.06(即零部件实际成形速度相对于打印机堆积效率的比,越小说明越复杂),以铂力特 S1000 打印机为参考,得出最终的成本大约为 119 万元,其中折旧费用和粉末成本最高分别占比 48.3%和 36.6%;
237 |
238 | 
239 |
240 | 与铂力特对比可知,打印服务方面,原材料成本、人工费用以及制造费用分别占比约 20%/20%/60%,其中人工费用、制造费用高于模型的主要原因包括前期设计成本和后处理成本等。敏感性分析方面,粉末价格变动 ±20%,成本变动 ±7.3%;设备价格价格变动 ±20%,成本变动 ±9.6%;人均薪酬变动 ±20%,成本变动 ±1.8%;
241 |
242 | 
243 |
244 | 
245 |
246 | 根据我们对柏灵激光、飞而康、威拉里、西安赛隆等企业的调研,2012 年以来,设备端成本下降了 4/5、材料下降了 3/4、效率提升四倍、所需支撑下降了 33%,良品率提升了 10 个百分点,分析成本下降的主要原因是加工效率提升带来的单缸机时的下降、规模生产粉末的价格下降、支撑优化后粉末用量的下降。根据我们的模型计算,2012 年以来总成本下降了 84.2%,预计未来到 2025 年设备成本下降 50%,材料价格下降 20%,沉积效率提升 3 倍,支撑比例不变,良品率提升 3 个百分点,总成本下降一半。由于增材制造计算成本是按照机时折旧与粉末消耗为主,因此与注塑成形和粉末冶金相比,在零部件数量满足一定条件的情况下,将具有优势;
247 |
248 | 
249 |
250 | 据此我们可以画出 2022 年当前时间点下,某款具体的 3D 打印零部件的成本与注塑成形、粉末冶金零部件的对比,需要指出的是,一缸粉末增加额外数量的零部件的边际成本几乎相当于粉末本身的成本,因此严格意义上来说,3D 打印零部件的成本应该呈现阶梯式跳跃上升。根据我们的模型推算,3D 打印在 2022 年的技术水平之下,打印 400 件以内的某款零部件的成本相较于注塑成形有较大优势,而假设到 2024 年技术有所提升,各项成本有所下降,效率提高之下,增材制造可以实现 400 件的成本低于粉末冶金。同时我们可以看出,到 2025 年,打印零部件数量达到 1600 件时,3D 打印成本才会高于注塑成形,反映出随着 3D 打印技术的进步带来的成本降低,3D 打印成本相比传统工艺存在优势的零件数量级逐渐变大,增材制造批产的应用空间不断提高。
251 |
252 | 
253 |
254 | **成本下降未来可期:**近年来成本下降呈现加速趋势,主要原因是 17 年以后多激光头的出现、下游需求旺盛带来粉末规模效应提高等因素,我们认为未来增材制造降本的主要思路包括:1)新的技术路线;2)打印效率提高带来的机时下降;3)粉末价格的下降;4)拓扑优化和支撑优化减少粉末用量,未来随着增材制造的成本降低,将带来更多的需求应用。
255 |
256 | ## 2.5 小结
257 |
258 | 增材制造的产业链大致分为上游的原材料、核心零部件以及软件服务,中游的打印设备和打印服务以及下游的具体应用等。经过多年的发展,产业链衍生出不同类型的企业,包括了纯粹的增材制造企业,为了争取足够的资源,他们大多依靠自身优势向产业上下游延申,形成自身生态;也包括了传统业务转型的巨头,凭借自身积累在产业内取得了一定优势;还有一些下游客户自身的研发部门,由于对自身行业有较多了解,因此通过与设备厂合作参与到打印加工环节,拥有一定的议价能力。从技术传承来看,增材制造大致分为选区熔化路线和直接能量沉积路线,相似路线可以延伸和拓展。同时,增材制造具有一定的竞争门槛,包括技术壁垒、认证资质壁垒、人才壁垒以及先入壁垒。从行业发展趋势来看,国内和海外上市企业出现了一定的分化,国内的增材制造企业朝着设备大型化、打印服务规模扩大化以及国产化替代的方向发展。同时,未来随着增材制造下游应用越来越多,第三方的拓扑优化企业将会越来越多,通过将增材制造的工艺和行业知识结合,传统的设计方法将会被面向需求的拓扑设计方法替代,并衍生出更多新的需求。最后我们根据产业调研和历史数据拆解了当前增材制造的成本结构,得出了在一定的生产数量内增材制造的成本低于注塑成型和粉末冶金,随着增材制造各环节成本的降低,将其临界数量将逐渐右移,带来更多的需求应用。
259 |
260 | # 三、行业需求情况
261 |
262 | 全球 3D 打印市场进入快速发展期,我国增速突出:经过多年发展,增材制造产业进入了快速发展发展期,根据《Wohlers Report 2022》报告显示,2021 年全球增材制造市场规模达到 152 亿美元,同比增长 19.5%,其中产品市场规模为 62.29 亿美元,同比增长 17.5%,服务收入为 90.15 亿美元,同比增长 20.9%,2017-2021 年年复合增速 20.1%。根据报告预测,到 2025 年增材制造收入规模较 2021 年将增长近 2 倍,达到 298 亿美元,到 2031 年增材制造收入规模将较 2021 年增长 5.6 倍,达到 853 亿美元。而我国的增材制造产业近年来增速明显快于全球,根据中国增材制造产业联盟估算,2021 年我国增材制造企业营收约 265 亿元,近四年平均增长率约为 30%,较全球平均增速高出近 10 个百分点,2021 年,50 家规模以上企业总营收达到 91.2 亿元,比 2020 年的 65.5 亿元增加近 30 亿元,同比增长 39.2%。根据赛迪顾问预测,未来三年我国 3D 打印产业复合增长率为 24.1%,2024 年产业规模增长至 500 亿元;
263 |
264 | 
265 |
266 | 工业级增材制造设备明显增多,其中金属近十年增长十倍:根据《Wohlers Report 2022》显示,2021 年全球工业级增材制造设备(指面向工业且售价在 5000 美元以上的机器)销售量达到 26272 台,较 2020 年增长 24.9%。过去十年全球金属增材制造设备销售量实现了超过十倍的增长,2021 年度全球金属增材制造装备销售量约为 2397 台,较 2020 年增长了近 10.7%;
267 |
268 | 
269 |
270 | 下游应用领域多元化,应用深度不断拓展:增材制造已经被广泛应用于航空航天、汽车、医疗等领域,并逐步被尝试应用于更多领域。如航空航天领域,具有成本不敏感、性能要求高、减重需求大等特点,因此增材制造的先天优势较大,成为了近年来应用领域最多,价值量占比最高的领域。医疗/牙科领域定制化需求较多、消费者价格承受力强,同时时间周期较短,也非常适合使用增材制造产品。此外,在汽车、消费电子、科研等领域,增材制造均发挥着重要作用,因此在各个领域均具有较大的增长潜力。根据 Wohlers Report 2022 报告显示,2021 年增材制造主要应用于航空航天、汽车、消费与电子品、医疗/牙科、学术科研等领域。
271 |
272 | 
273 |
--------------------------------------------------------------------------------
40 |
45 |
46 |
47 |
64 |
97 |
116 |
117 |
118 |
119 |
120 |
121 |
122 |
123 |
124 |
125 |
126 |
127 |
128 |
129 |
130 |
131 |
132 |
143 |
144 |
145 |
146 |
155 |
156 |
157 |
--------------------------------------------------------------------------------
/01~3DP 成型工艺/02~光固化/SLA/打印精度/99~参考资料/2020~LiqCreate~树脂 3D 打印中的抗锯齿 (AA) 和模糊.md:
--------------------------------------------------------------------------------
1 | # 树脂 3D 打印中的抗锯齿 (AA) 和模糊
2 |
3 | 几种 3D 打印技术,例如 [SLA、MSLA 和 DLP](https://www.liqcreate.com/zh-CN/支持文章/sla-dlp和lcd-3d打印机有什么区别/) 用于逐层固化感光树脂,形成 3D 打印物体。为了获得 3D 打印部件,DLP 打印机使用 [DMD 芯片](https://www.liqcreate.com/zh-CN/支持文章/解释了-2k-4k-8k-分辨率-3d-打印机和树脂/) 以暴露每一层中的正确像素。在 MSLA 3D 打印机中,这是通过 LCD 屏幕完成的。两个图像都是由像素组成的。每个像素都可以单独打开或关闭。在打开的像素处,光源将暴露树脂,使其局部固化。关闭的像素会阻挡光线,树脂不会固化。因此,当近距离观察表面时,完美的印刷品将始终具有像素化表面。可以使用抗锯齿 (AA) 和模糊等新的曝光技术来减少像素化。但是,如果使用不当,会降低尺寸精度或产生不良的表面光洁度。
4 |
5 | _来自 formlabs 的图片:DLP 投影仪中的像素与其激光技术相比。一个_ _DLP 使用数字投影仪在整个平台上一次投影每一层的单个图像。由于每一层的图像都是数字显示的,所以它是由许多正方形像素组成的。_
6 |
7 | ## 什么是抗锯齿 (AA) 和模糊?
8 |
9 | 网上有很多信息,例如软件开发人员 [奇图盒](https://www.chitubox.com/en/article/support/indepth/technology/52). 由于并非所有信息都清楚,我们决定执行我们自己的测试并将结果发布在本文中。很多理论都是基于 Autodesk Ember 团队进行的研究。他们研究了如何制作单个体素以及灰度如何工作。他们将像素从深灰色(几乎是纯黑色)排列到纯白色以固化树脂。他们的研究表明,当灰度级低于某个值时,不会有反应(固化)。但是,从深灰色到一定的临界亮度,树脂中开始形成半圆形的固化部分。在实践中,灰色像素(半圆形固化体素)将合并到相邻(完全固化)体素中。通过控制像素的亮度,可以产生任意大小的体素,并且可以达到亚像素精度(理论上)。在下面的视频中了解有关 Autodesk 测试和理论的更多信息。
10 |
11 | 像 EnvisionTEC / ETEC 等具有封闭 DLP 系统的公司一直在使用此系统和类似系统 [像素操作](https://patents.google.com/patent/EP1894705B1/en) 工具很长一段时间来实现更高分辨率的打印。直到最近它才被集成到开放式树脂 3D 打印机中,值得在切片机中输入随机值之前阅读结果。
12 |
13 | ## 抗锯齿 (AA) 和模糊的测试设置 Liqcreate 树脂。
14 |
15 | 对于这个测试,我们选择了一个完全开放的树脂 3D 打印机,[Elegoo Mars 3](https://www.elegoo.com/collections/3d-printing?gclid=CjwKCAiAvaGRBhBlEiwAiY-yMKeegCmlIBXUK3Ww8bfkj8clZlDtb3clYstNJ7AFkNiSMPbLGYH_CBoCls8QAvD_BwE) 与...结合 [Liqcreate Clear Impact](https://www.liqcreate.com/zh-CN/ 产品展示/clear-impact/). 每次测试都使用 50 微米设置 [设置数据库](https://www.liqcreate.com/zh-CN/支持文章/3D打印参数-elegoo-mars-3/). Chitubox 软件(免费版)和 Elegoo Mars 3 固件更新到最新版本(Chitubox V1.9.1 和 Mars 3 [firmware V4.5.0-1.0-e13_LCDE1_4098X2560_F21.28](https://www.elegoo.com/blogs/3d-printing/mars-3-3d-printer-support-files))。Chitubox 有两个设置可以设置为 Mars 3. 首先是抗锯齿 (AA),可以关闭,或设置为灰度 0 到 8 之间的数字。此外,可以关闭模糊的级别,或设置在因子 2 或 4 之间。
16 |
17 | ## 抗锯齿和模糊如何用于树脂 3D 打印?
18 |
19 | 像素化表面在打印部件的弯曲区域最为明显。我们在这个测试中使用了一个 50 毫米高的半球体。在本文后面显示切片图像时,它始终位于零件弯曲区域的球体的一半。
20 |
21 | __
22 |
23 | _图像:半球体和半球体的横截面。_
24 |
25 | 让我们看看使用抗锯齿 (AA) 和模糊设置在 Chitubox 中生成什么样的图像。关闭 AA 和模糊时的原始切片图像如下所示。纯黑白像素。
26 |
27 | 
28 |
29 | _图像:关闭 AA 和模糊时的纯黑白像素。_
30 |
31 | 当关闭 AA 和 Blur 时,球形看起来会像下图那样像素化。
32 |
33 | __
34 |
35 | _图像:切片器将计算每一层的像素,结果是一个像素化的表面,尤其是对于球形形状可见。_
36 |
37 | 这个像素化的表面可以通过抗锯齿(灰度)和模糊设置进行操作,如果使用得当的话。在下图中,您可以看到选择抗锯齿选项时灰度的作用。G0 表示灰度级 0(这是最低灰度级),数字越大表示灰度级越高。在图像中,可以看到外边缘获得了额外的灰色像素层。在灰度 2 之前,灰度的数量会增加,而从灰度 3 起,只有像素的强度更亮。在灰度 8 下,所有像素又是黑白的,这完全没用。在所有情况下,模糊功能都已关闭。
38 |
39 | 
40 |
41 | 让我们看看模糊功能是如何工作的。在此示例中,在灰度 0 上启用了抗锯齿 (AA) 选项,并且模糊功能从左侧的 Blur off 更改为右侧的 Blur 4。
42 |
43 | 
44 |
45 | _图像:切片文件的示例是在灰度级别 0 上启用了抗锯齿 (AA) 选项。模糊级别从左侧的模糊关闭变为右侧的模糊 4。_
46 |
47 | 正如在前面的测试中看到的,灰度函数将只操纵外部像素的灰度。模糊功能将控制有多少外层会受到灰度的影响。需要注意的是,在高度模糊的情况下,灰度同时开始向内渲染,导致中心区域的原始白色像素变为灰色。这可能会导致光功率不足,并可能导致固化问题。选择图像模糊级别时,请注意选择较高级别。
48 |
49 | ## 打印机如何响应抗锯齿和模糊?
50 |
51 | 很高兴看到 Chitubox 切片器在抗锯齿和模糊方面工作得非常好,但硬件也能正常工作也很重要。在一个 [从 2021 年 XNUMX 月开始学习](https://www.reddit.com/r/AnycubicPhoton/comments/lcpfxk/anycubic_photon_mono_antialiasing/),一个 Anycubic Photon Mono 用户在他们的打印机上尝试了抗锯齿,发现特定的打印机没有按预期工作。打印机不是灰度级,而是将灰度级解释为 100% 亮度下的较短曝光时间。虽然它应该是在较低亮度下的 100% 曝光时间。
52 |
53 | 随着 [来自 Github 的 UV 工具](https://www.liqcreate.com/zh-CN/支持文章/解释了在树脂-3D-打印中测试的抗锯齿-aa-和模糊/Release-v2.29.0-·-sn4k3/UVtools-·-GitHub),我们设计了一个不同灰度等级的文件来测试是否更新了 Elegoo Mars 3 会妥善处理。
54 |
55 | __
56 |
57 | _图像:具有不同灰度/亮度级别的设计文件_
58 |
59 | __
60 |
61 | _图片: Elegoo Mars 3 启用抗锯齿 (AA) 或灰度级时,一次曝光 3 个不同的亮度级别。_
62 |
63 | 从上面的图像和测试可以看出,灰度在最新版本的 Elegoo Mars 3 与 Chitubox 结合使用。下一步是查看实际结果。
64 |
65 | ## 树脂 3D 打印在实践中的抗锯齿
66 |
67 | 本文测试了 18 种不同的配置,总打印时间超过 144 小时。我们从参考开始,使用各种不同的 AA 和模糊设置以 50 微米的层厚对半球体进行切片。关闭抗锯齿功能后,可以看到像素化表面。
68 |
69 | __
70 |
71 | _图像:抗锯齿关闭,结果是像素化表面(AA=关闭;B=关闭)。左边是 3D 打印的零件,右边是零件中间的切片层的横截面。_
72 |
73 | __
74 |
75 | _图像:抗锯齿在 0 级打开,模糊关闭 (AA0;B0)。左边是 3D 打印的零件,右边是零件中间的切片层的横截面。_
76 |
77 | __
78 |
79 | _图像:抗锯齿在 1 级打开,模糊关闭 (AA1;B0)。左边是 3D 打印的零件,右边是零件中间的切片层的横截面。_
80 |
81 | __
82 |
83 | _图像:抗锯齿在 2 级打开,模糊关闭 (AA2;B0)。左边是 3D 打印的零件,右边是零件中间的切片层的横截面。_
84 |
85 | __
86 |
87 | _图像:抗锯齿在 3 级打开,模糊关闭 (AA3;B0)。左边是 3D 打印的零件,右边是零件中间的切片层的横截面。_
88 |
89 | __
90 |
91 | _图像:抗锯齿在 4 级打开,模糊关闭 (AA4;B0)。左边是 3D 打印的零件,右边是零件中间的切片层的横截面。_
92 |
93 | __
94 |
95 | _图像:抗锯齿在 5 级打开,模糊关闭 (AA5;B0)。左边是 3D 打印的零件,右边是零件中间的切片层的横截面。_
96 |
97 | __
98 |
99 | _图像:抗锯齿在 6 级打开,模糊关闭 (AA6;B0)。左边是 3D 打印的零件,右边是零件中间的切片层的横截面。_
100 |
101 | __
102 |
103 | _图像:抗锯齿在 7 级打开,模糊关闭 (AA7;B0)。左边是 3D 打印的零件,右边是零件中间的切片层的横截面。_
104 |
105 | __
106 |
107 | _图片:抗锯齿在 max 级别(级别 8)和模糊关闭(AA8;B0)。左边是 3D 打印的零件,右边是零件中间的切片层的横截面。_
108 |
109 | ## 关于抗锯齿(灰度)的结论
110 |
111 | 不幸的是,很难在图片中捕捉像素并在相似条件下比较所有部分。当查看彼此相邻的部件时,在启用抗锯齿并关闭模糊时,所有部件的表面上都有可见的像素。查看部件上侧的像素,抗锯齿级别 2 和 3 表现最佳,抗锯齿级别 7、8 和关闭时表现最差。让我们看看如果我们将它与模糊结合会发生什么。
112 |
113 | ## 在实践中使用树脂 3D 打印进行模糊处理
114 |
115 | 在抗锯齿(或灰度)旁边,大多数基于树脂的 3D 打印机都提供模糊选项。抗锯齿会影响对象周围的外部像素层,并创建不同级别的灰度像素。Blur 功能将与 Anti-Aliasing 一起使用,并将影响多少外部像素获得灰度。在这个测试中,模糊级别 2 是在不同级别的抗锯齿之上测试的。模糊级别 2 是撰写本文时可用的最低模糊级别。更高的级别也倾向于向内渲染并且未经测试。
116 |
117 | __
118 |
119 | _图片_: _在最低级别(级别 0)进行抗锯齿,在级别 2 进行模糊处理(AA0;B2)。左边是 3D 打印的零件,右边是零件中间的切片层的横截面。_
120 |
121 | __
122 |
123 | _图片_: _级别 1 的抗锯齿和级别 2 的模糊 (AA1;B2)。左边是 3D 打印的零件,右边是零件中间的切片层的横截面。_
124 |
125 | __
126 |
127 | _图片_: _级别 2 的抗锯齿和级别 2 的模糊 (AA2;B2)。左边是 3D 打印的零件,右边是零件中间的切片层的横截面。_
128 |
129 | __
130 |
131 | _图片_: _级别 3 的抗锯齿和级别 2 的模糊 (AA3;B2)。左边是 3D 打印的零件,右边是零件中间的切片层的横截面。_
132 |
133 | __
134 |
135 | _图片_: _级别 4 的抗锯齿和级别 2 的模糊 (AA4;B2)。左边是 3D 打印的零件,右边是零件中间的切片层的横截面。_
136 |
137 | ## 关于抗锯齿 (AA) 和模糊的结论
138 |
139 | AA 和 Blur 有助于减少树脂 3D 打印部件的像素化。应根据树脂和应用研究最佳设置是什么。通过切换抗锯齿 (AA) 并关闭模糊可以获得最佳精度,但是当树脂正确拨入时,像素将可见。
140 |
141 | 如果需要减少像素化,最好将灰度级保持在 0 到 4 之间,或者关闭模糊,或者使用 max 最多 2 级模糊。使用抗锯齿和模糊时,表面将具有较少定义的像素,并且可能会出现一些其他小的缺陷,例如模糊表面的条纹。
142 |
143 | 查看我们的结果,我们是否使用过 [Liqcreate Clear Impact](https://www.liqcreate.com/zh-CN/ 产品展示/clear-impact/) 树脂上 Elegoo Mars 3 和 Chitubox 作为切片机。我们发现最好的结果是抗锯齿(灰度)级别为 3 与模糊级别 2 相结合。一些较小的细节(在像素级别)与像素一起被冲掉。如果这对您的应用程序来说是可以接受的,那么可以选择使用抗锯齿和模糊设置。
144 |
--------------------------------------------------------------------------------
/header.svg:
--------------------------------------------------------------------------------
1 |
--------------------------------------------------------------------------------
/01~3DP 成型工艺/99~参考资料/2022~浅谈 3D 打印技术.md:
--------------------------------------------------------------------------------
1 | # 浅谈 3D 打印技术
2 |
3 | 3D 打印技术的应用始于 20 世纪 80 年代,涵盖产品开发、数据可视化、快速成型和特殊产品制造领域。如今随着技术的不断发展,3D 打印也衍生出涵盖建筑、工程建造(AEC)、工业设计、汽车、航空、军事等领域的应用服务。本篇文章将带大家走进 3D 打印技术,在深入研究各项打印技术原理的同时,也会从各个打印切片软件的特性及如何提高打印质量等方面展开漫谈,最后一起探讨 3D 打印技术应用于建筑或者测绘项目中的可能性。
4 |
5 | # 3D 打印技术简述
6 |
7 | 3D 打印也被称为增材制造(Additive Manufacturing, AM),可指任何打印三维物体的过程。打印的过程首先来源于一个 3D 模型,该模型可以经各类 3D 软件建模得出,或者通过三维扫描仪扫描而得。所得的模型经过转换后,变成可被切片软件读取的文件格式,例如 STL./OBJ.等。在切片软件的帮助下,三维模型分区成逐层的截面,即切片,从而指导打印机逐层打印。打印机读取切片文件后,即可打出想要的 3D 模型【1】。
8 |
9 | 
10 |
11 | 3D 打印技术根据层叠方法和使用材料的不同,也分为不同的种类。接下来就市场上主流的几种增量工艺进行阐述。
12 |
13 | ## 立体光刻技术(SLA)
14 |
15 | 光固化 3D 打印(激光扫描)成型,最早起源于上世纪 80 年代,也是世界上最早且较为成熟的一种快速成型技术之一【2】。下图是关于 SLA 技术工作原理的示意图,一定波长的紫外光(250 nm ~ 400 nm)经过振镜投射到液态树脂表面,引起光聚合反应,以由点到线、由线到面的顺序凝固,一层层的层截面叠加绘制,最终逐层打印完成 3D 立体模型。
16 |
17 | 
18 |
19 | ## 熔融沉积成型技术(FDM)
20 |
21 | 熔融沉积成型(FDM)是上世纪八十年代末产生的技术。FDM 的工作原理是,将丝状的热塑性材料通过喷头加热熔化。喷头底部带有微细喷嘴(直径一般为 0.2 ~ 0.6mm),在计算机控制下,喷头会根据 3D 模型的数据移动到指定位置,将熔融状态下的液体材料挤喷出来并最终凝固。材料被喷出后沉积在前一层已固化的材料上,通过材料逐层堆积形成最终的成品【3】。
22 |
23 | 
24 |
25 | ## 选择性激光烧结技术(SLS)
26 |
27 | 选择性激光烧结(Selective Laser Sintering, SLS),主要是利用粉末材料在激光照射下高温烧结的基本原理,通过计算机控制光源定位装置实现精确定位,然后逐层烧结堆积成型。其工作原理是先用铺粉滚轴铺一层粉末材料,通过打印设备里的恒温设施将其加热至恰好低于该粉末烧结点的某一温度,接着激光束照射在粉层上,使被照射的粉末温度升至熔化点之上,进行烧结并与下面已制作成形的部分实现黏结。当一个层面完成烧结之后,打印平台会下降一个层厚的高度,铺粉系统继续为打印平台铺上新的粉末材料,然后控制激光束再次照射进行烧结,如此循环往复,层层叠加,直至完成整个三维物体的打印工作【4】。
28 |
29 | 
30 |
31 | ## 分层实体成形技术(LOM)
32 |
33 | 分层实体成形又称层叠成形法(Laminated Object Manufacturing, LOM),以薄片材(如纸片、塑料薄膜或复合材料)为原材料,通过薄片材进行层叠加与激光切割而形成模型。其成形原理为激光切割系统按照计算机提取的横截面轮廓数据,将背面涂有热熔胶的片材用激光切割出模型的内外轮廓。切割完一层后,工作台会下降一层高度,在刚形成的层面上叠加一层新的片材,并利用热粘压装置使之粘合在一起【5】。
34 |
35 | 
36 |
37 | ## 数字光处理 (DLP)
38 |
39 | 数字光处理(Digital Light Processing , DLP),该技术是业界公认的第二代光固化成型技术,距今已有 20 多年的发展历史。DLP 技术主要是通过投影仪来逐层固化光敏聚合物液体,从而创建出 3D 打印对象的一种快速成型技术。这种成型技术首先利用切片软件把模型切薄片,投影机播放幻灯片,每一层图像在树脂层很薄的区域产生光聚合反应固化,形成零件的一个薄层,然后成型台移动一层,投影机继续播放下一张幻灯片,继续加工下一层,如此循环,直达打印结束,所以不但成型精度高,而且打印速度也非常快【6】。
40 |
41 | 
42 |
43 | ## 选择性区域光固化技术(LCD)
44 |
45 | LCD 在 3D 打印技术中是新兴技术,近几年开始流行起来,成本大大降低,入手门槛触手可及,精度媲美 DLP,它使用紫外线照射固化树脂作为成型方式。LCD 3D 打印机工作原理是利用液晶屏 LCD 成像原理,在计算机及显示屏电路的驱动下,由计算机程序提供图像信号,在液晶屏幕上出现选择性的透明区域,紫外光透过透明区域,照射树脂槽内的光敏树脂耗材进行曝光固化,每一层固化时间结束,平台托板将固化部分提起,让树脂液体补充回流,平台再次下降,模型与离型膜之间的薄层再次被紫外线曝光。由此逐层固化上升打印成精美的立体模型【7】。
46 |
47 | 
48 |
49 | ## 对比
50 |
51 | 根据每种打印技术的优点及其局限性,不同的打印技术可被选择用来打印不同的物体以达到最佳效果。综合上述的六种 3D 打印技术,本文就应用范围、总体准确性、材料选择和后处理需求四个方面来进行比较。
52 |
53 | 
54 |
55 | # 实 验
56 |
57 | **3.1 背景**
58 |
59 | 对于 3D 打印技术应用而言,软件、硬件、材料是最重要的三个基础环节。软件作为其中之一,其类型覆盖 CAD 建模、CAM 数据预处理、CAE 仿真、生产管理等多方面。市面上最热门的针对 FDM 的 3D 打印数据软件主要有三款,分别是 Cura、PrusaSlicer 还有 Simplify3D【8】,下面简单带大家了解一下这三款软件。
60 |
61 | **3.1.1 Cura**
62 |
63 | Cura 是一款由 Ultimaker 开发的免费开源 3D 打印切片软件,速度快、切片稳定,可跨平台支持多种操作系统。凭借上手度高、专业性强等优点,Cura 快速成为打印切片软件中的佼佼者。Cura 的功能分为模型切片和打印机控制两大部分,操作界面简单明了,对每个参数都提供了详尽的提示,非常容易上手。虽由 Ultimaker 开发,但支持绝大多数桌面 3D 打印机。
64 |
65 | 
66 |
67 | 图 8 creality slicer 4.2 操作界面(内核为 Cura)
68 |
69 | **3.1.2 PrusaSlicer**
70 |
71 | PrusaSlicer 是一款基于 Slic3r 二次开发的免费开源 3D 打印切片软件,曾被称为 Slic3r Prusa Edition 或 Slic3r PE。此前 Slic3r 虽功能强大、用途广泛,但某些功能很难使用,基于其开发的 PrusaSlicer 则具有简洁的用户界面,分为了模型摆放区、打印设置区、材料设置区以及打印机设置区,清晰明了,操作效率大大提升。同时,该软件支持 FDM/FFF、LCD、DLP 打印工艺数据处理,同时内置第三方打印机配置文件,软件可设置为中文,用户可快速上手。
72 |
73 | 
74 |
75 | 图 9 PrusaSlicer2.4.0 操作界面
76 |
77 | **3.1.3Simplify3D**
78 |
79 | Simplify3D 是用于桌面级 3D 打印的集成软件解决方案,功能强大,在国内也颇受欢迎。Simplify3D 的相对于其他切片软件,切片速度极快。而且 Simplify3D 的参数控制窗口采用选项卡模式,具有更好的用户体验。软件所持有的模拟功能也更为详细,可以使用户在打印之前看到所有的设定信息,如打印速度、顺序等,以便发现在打印过程中的问题。针对多喷头打印可同时支持 6 种以上材料打印,这为诸如颜色混合或定制材料属性的应用提供了更大的自由度。
80 |
81 | 
82 |
83 | 图 10 Simplify3D 操作界面
84 |
85 | **3.2 实验内容**
86 |
87 | 实验中采用的 3D 打印机为创想三维旗下的 CR-10Smart,该机型成型技术为 FDM,打印尺寸为 300*300*400mm,打印材料为 PLA1.75mm。实验从五个方面进行比较分析,前四个分别为 3D 打印切片软件、填充图案、回抽距离和悬挂角度。最后一个为 FDM 和 LCD 打印机模型的对比。
88 |
89 | **3.2.1 实验一:软件对比实验**
90 |
91 | 第一个实验将针对同个模型,分别用 3 款切片软件:Creality Slicer、PrusaSlicer、Simplify3D 进行切片后,放入打印机中打印得到模型,最后对模型效果、打印速度、耗材量等方面进行分析比对。该实验采用的是小船测试模型,模型大小为 X:50mm、Y:25.84mm、Z:40mm,模型效果如下图所示。
92 |
93 | 
94 |
95 | 图 11 小船测试模型
96 |
97 | 切片软件参数的设置会对模型最终的打印效果产生重大影响,现将三款软件的主要参数设置为一致,参数列表如下图所示。
98 |
99 | 
100 |
101 | 表 2 3D 切片软件基本参数
102 |
103 | 实验结果如下图所示,Prusaslicer 打印时间为 1h0min,耗材量为 7.03g;Creality Slicer 打印时间为 1h7min,耗材量为 7g 左右;Simplify3d 打印时间为 0h50min,耗材量为 7.04g。
104 |
105 | 模型效果而言,Prusaslicer 打印的小船模型侧面线性纹理较为明显,无明显斑点。顶部轮廓较为光滑,未出现明显空隙。底部文字较为清晰。
106 |
107 | Creality Slicer 打印的小船模型侧面线性纹理较为明显,有明显斑点。侧面船身部分层出现空隙,顶部轮廓较为光滑,未出现明显空隙。底部文字较为清晰。
108 |
109 | Simplify3D 打印的小船模型侧面线性纹理不明显,无明显斑点。顶部轮廓较为光滑,但出现些许空隙。底部文字非常清晰。
110 |
111 | 
112 |
113 | 
114 |
115 | > 3D 打印规模增速快 打印材料丰富多样成为重要助推力
116 | >
117 | > 受益于 3D 打印技术的进步以及市场需求的爆发,3D 打印行业进入快速成长期,进而也拉动与其相关的 3D 打印机附件、3D 打印材料以及 3D 打印服务等产业链的发展。特别是 3D 打印材料产业规模不断扩大,种类日趋丰富,正成为 3D 打印技术的重要推动力。 随着 3D 打印
118 |
119 | 
120 |
121 | 图 12 模型侧立面对比图
122 |
123 | 
124 |
125 | 
126 |
127 | 
128 |
129 | 图 13 模型底面对比图 图 13 模型底面对比图
130 |
131 | 
132 |
133 | 
134 |
135 | 
136 |
137 | 图 14 模型顶面对比图
138 |
139 | **3.2.2 实验二:填充实验**
140 |
141 | 接下来的实验围绕填充图案进行比较分析。填充的主要目的是为顶层提供内部支撑,避免顶层和底层之间出现空白间隙。填充还影响打印速度、结构强度、耗材消耗甚至打印模型的外观【9】。打印不同模型时,可能需要不同的填充图案和填充率。下面就不同的填充图案,对于模型打印时间、耗材消耗以及结构强度的影响进行分析。
142 |
143 | 实验模型为一个长方体,XYZ 尺寸为 40mm、40mm、10mm,切片软件将使用 Prusaslicer,打印机为 CR-10Smart。填充图案为软件中流行的 6 种图案,分别为直线、网格、三角形、蜂、3d 蜂窝、回环。
144 |
145 | 
146 |
147 | 图 15 prusaslicer 填充图案展示
148 |
149 | 
150 |
151 | 图 16 实际模型展示
152 |
153 | 实验结果,直线、网格和三角形打印时间一致为 23min,蜂窝、3d 蜂窝和回环打印时间加长 1 分钟为 24min。耗材量三角形最省,消耗材料为 5.07g,蜂窝耗材量最多,消耗材料为 5.31g。实验强度测试为对着测试用的长方体的壁,一刀斜切下去,看层开裂的情况判断效果。强度等级为三级,I 级到 Ⅲ 级逐级增强。
154 |
155 | 
156 |
157 | 表 3 填充图案实验结果
158 |
159 | **3.2.3 实验三:回抽实验**
160 |
161 | 喷嘴从一个地方移到新的位置时,耗材从喷嘴中垂出来了,使得打印机上残留细小的耗材丝线,这种现象称为“拉丝”。
162 |
163 | 
164 |
165 | 图 17 “拉丝”现象示意图
166 |
167 | 解决拉丝问题,最常用的是方法是 “ 回抽 ” 。如果回抽是开启的,那么当挤出机完成模型一个区域的打印后,喷嘴中的耗材会被回拉,这样再次打印时耗材会被重新推入喷嘴,从喷嘴顶部挤出。回抽最重要的设置是回抽距离,它决定了多少耗材会从喷嘴拉回。一般来说,从喷嘴中拉回的耗材越多,喷嘴移动时越不容易垂料。实验将使用一个“尖塔”模型,设置回抽距离分别为 0mm、3mm、6mm,最终看打印模型的“拉丝效果”。
168 |
169 | 
170 |
171 | 图 18 回抽实验模型示意图
172 |
173 | 从结果来看,因为没有设置回抽距离,0mm 的模型拉丝现象严重,3mm 的出现部分拉丝现象,而 6mm 的模型拉丝现象不是很明显。打印时间上,没有设置回抽的模型用了 19 分钟,而设置 3mm 和 6mm 回抽距离的模型,在打印时间上差距不是很大,分别为 23 分钟和 24 分钟。要保证没有拉丝现象,同时还可设置回抽速度、喷头温度等。设置合适的回抽速度如 60-100mm/s、或者将喷头温度适当下降 5 到 10 度,也有助于减少拉丝现象的发生,从而提高打印模型的效果。
174 |
175 | **3.2.4 实验四:悬挂测试**
176 |
177 | 这个实验将测试在没有任何支撑的情况下,打印机能够打印的最大悬挂角度。随着悬挂的角度增大,挤出的耗材在没有被完全冷却的情况下可能会下垂,从而导致打印效果不佳。通过寻找合适的悬挂角度,有助于我们在支撑设置时,选择一个相对较高的阈值,尽可能地减少设置支撑,从而减少耗材的使用,节约成本。
178 |
179 | 
180 |
181 | 图 19 悬挂模型预览
182 |
183 | 实验结果:从侧立面的视图,我们可以看出模型并没有出现严重的材料下垂现象,保持了一致性和完整性。而模型正面的温度刻度并没有打印的非常清晰,挤出物部分出现粘连现象。我们关心的悬挂角度和打印效果之间的关系则可以从底视图看出,当悬挂角度达到 65 度时,底部的打印线条出现突起,随着角度增大,打印线条愈发不平整。最终当达到 80 度到 85 度时,打印线之间出现裂缝,且突起严重。要解决这个问题,我们可以通过增加支撑、增加风机功率或者减小打印速度等进行调整。
184 |
185 | 
186 |
187 | 
188 |
189 | 
190 |
191 | 图 20 悬挂模型实验结果三视图
192 |
193 | **3.2.5 实验五:光固化 vs 熔融沉积成型**
194 |
195 | 前文已经大致比较了光固化技术(SLA)和选择性区域光固化技术(LCD)两者的原理和功能。在这个实验中,我们将聚焦两种打印技术在模型打印的精度、时间、耗材等各方面的表现,进一步了解不同打印技术的特点和效果。这次打印的模型为埃菲尔铁塔,因其细部结构较多,能够进一步体现打印模型的整体效果。光固化打印机采用的是创想三维 LD-006,熔融沉积打印机采用的是创想三维旗下的 CR-10Smart。
196 |
197 | 
198 |
199 | 图 21 光固化打印机
200 |
201 | 实验结果:光固化模型打印时间为 18h21min,基础损耗为 20ml 光敏树脂,总消耗约为 50ml 光敏树脂。熔融沉积打印机正常打印时间为 15h38min,耗材量为 33gPLA。模型效果如下图所示,左图为熔融沉积打印机打印的模型,因为细节在打印时出现堵料的现象,打印并没有完成,右图为光固化打印的模型,模型完整,细节精致,除塔上部部分因为细节太小,导致没有做到完美镂空的现象。这里要说明的是,光固化机的细腻程度取决于屏幕的分辨率,即每个像素点的尺寸大小,最小能达到 0.01mm。熔融沉积打印机的细腻程度则取决于层高,大致最小分辨率在 0.1mm 左右。所以对于精细手办等模型的打印,光固化打印是更为推崇的打印手段。但是,光固化的原料为光敏树脂,价格比较贵,约 1000ml 的树脂材料,价格为 100 元,大约是普通 FDM 料的 2-3 倍,打印大件的时候需要考虑成本,树脂同时含有特殊气味,打印应注意通风防护。
202 |
203 | 
204 |
205 | 图 22 熔融沉积模型 vs 光固化模型
206 |
207 | **3.2.6 实验结论和探讨**
208 |
209 | 实验从五个方面进行比较分析,前四个分别为 3D 打印切片软件、填充图案、回抽距离和悬挂角度。
210 |
211 | ● 从切片软件实验中,我们可以看出在近似相同的配置下,Prusaslicer 和 Simplify3D 的打印效果较好,其中 Simplify3D 的打印时间最短。但我们也相信切片软件的配置与打印模型效果有着密不可分的联系,通过不断调整参数以达到最合适的配置,各个软件打印出的模型效果也会越来越好。
212 |
213 | ● 第二个填充图案的实验中,我们发现三角形和网格的模型强度最好,其中三角形的耗材量也是最少的。对于小的模型,非功能性的模型我们可以采用网格、三角形、直线等图案,而对于工具类的模型所需强度也更大。除了增大填充密度的同时,采用立方体和陀螺型的更佳。
214 |
215 | ● 在回抽实验中,开启回抽设置有助于减少拉丝的现象,其中 6mm 的回抽距离设置要明显好于 3mm 的回抽距离。当然合适的回抽速度如 60-100mm/s 或者将喷头温度适当下降 5 到 10 度,也有助于减少拉丝现象从而提高打印模型的效果。
216 |
217 | ● 在最后的悬挂测试中,当悬挂角度达到 65 度时,打印线条质量变差,最终当达到 80 度到 85 度时,打印线之间出现裂缝,突起严重,影响模型美观。
218 |
219 | ● 最后一个为 FDM 和 LCD 打印机的对比,LCD 打印机在模型精度上有着更高的效果。但是打印成本也相对较高。
220 |
221 | 上述测试是笔者对于 3D 打印初步认识后的研究,因样本存在非普遍性,所以对于实验的结果提供部分参考。未来在对于 3D 打印有了更深一步的理解后,也将对于软件的其他参数进行比较,再与大家分享。
222 |
223 | # 04 应用场景
224 |
225 | 3D 打印技术对现阶段的项目也有着不错的效果。对于历史古建测绘建档项目来说,现存古建筑多少会有不同程度上的损坏,运用 3D 打印技术可以将损坏的构件通过精确测量、构建模型,最终将所需构件打印成实体,将相应部件进行替换。与传统相比,人工费用较为昂贵,而以 3D 打印技术替代人工则可大幅度降低成本。传统的大木作由人工制作完成,精度难免有误差,而 3D 打印的电脑三维模型以毫米为计算单位,在精度方面远远高于传统的修缮方式。
226 |
227 | 
228 |
229 | 
230 |
231 | 图 23 斗拱模型
232 |
233 | 另一个应用方向:对于其他 BIM 建筑模型,较小比例的模型可以用于向客户展示建筑的细节,同时一个 3D 打印建筑模型可以将设想和草图真实地表现出来,便于攫取出最佳方案。此外,3D 打印还可以更加灵活地处理模型,如果客户提出修改意见,可以在文件上简单编辑再重新打印。
234 |
235 | 
236 |
237 | 图 24 3D 打印建筑模型
238 |
--------------------------------------------------------------------------------
/LICENSE:
--------------------------------------------------------------------------------
1 | Creative Commons Attribution-NonCommercial-ShareAlike 4.0 International
2 | Public License
3 |
4 | By exercising the Licensed Rights (defined below), You accept and agree
5 | to be bound by the terms and conditions of this Creative Commons
6 | Attribution-NonCommercial-ShareAlike 4.0 International Public License
7 | ("Public License"). To the extent this Public License may be
8 | interpreted as a contract, You are granted the Licensed Rights in
9 | consideration of Your acceptance of these terms and conditions, and the
10 | Licensor grants You such rights in consideration of benefits the
11 | Licensor receives from making the Licensed Material available under
12 | these terms and conditions.
13 |
14 |
15 | Section 1 -- Definitions.
16 |
17 | a. Adapted Material means material subject to Copyright and Similar
18 | Rights that is derived from or based upon the Licensed Material
19 | and in which the Licensed Material is translated, altered,
20 | arranged, transformed, or otherwise modified in a manner requiring
21 | permission under the Copyright and Similar Rights held by the
22 | Licensor. For purposes of this Public License, where the Licensed
23 | Material is a musical work, performance, or sound recording,
24 | Adapted Material is always produced where the Licensed Material is
25 | synched in timed relation with a moving image.
26 |
27 | b. Adapter's License means the license You apply to Your Copyright
28 | and Similar Rights in Your contributions to Adapted Material in
29 | accordance with the terms and conditions of this Public License.
30 |
31 | c. BY-NC-SA Compatible License means a license listed at
32 | creativecommons.org/compatiblelicenses, approved by Creative
33 | Commons as essentially the equivalent of this Public License.
34 |
35 | d. Copyright and Similar Rights means copyright and/or similar rights
36 | closely related to copyright including, without limitation,
37 | performance, broadcast, sound recording, and Sui Generis Database
38 | Rights, without regard to how the rights are labeled or
39 | categorized. For purposes of this Public License, the rights
40 | specified in Section 2(b)(1)-(2) are not Copyright and Similar
41 | Rights.
42 |
43 | e. Effective Technological Measures means those measures that, in the
44 | absence of proper authority, may not be circumvented under laws
45 | fulfilling obligations under Article 11 of the WIPO Copyright
46 | Treaty adopted on December 20, 1996, and/or similar international
47 | agreements.
48 |
49 | f. Exceptions and Limitations means fair use, fair dealing, and/or
50 | any other exception or limitation to Copyright and Similar Rights
51 | that applies to Your use of the Licensed Material.
52 |
53 | g. License Elements means the license attributes listed in the name
54 | of a Creative Commons Public License. The License Elements of this
55 | Public License are Attribution, NonCommercial, and ShareAlike.
56 |
57 | h. Licensed Material means the artistic or literary work, database,
58 | or other material to which the Licensor applied this Public
59 | License.
60 |
61 | i. Licensed Rights means the rights granted to You subject to the
62 | terms and conditions of this Public License, which are limited to
63 | all Copyright and Similar Rights that apply to Your use of the
64 | Licensed Material and that the Licensor has authority to license.
65 |
66 | j. Licensor means the individual(s) or entity(ies) granting rights
67 | under this Public License.
68 |
69 | k. NonCommercial means not primarily intended for or directed towards
70 | commercial advantage or monetary compensation. For purposes of
71 | this Public License, the exchange of the Licensed Material for
72 | other material subject to Copyright and Similar Rights by digital
73 | file-sharing or similar means is NonCommercial provided there is
74 | no payment of monetary compensation in connection with the
75 | exchange.
76 |
77 | l. Share means to provide material to the public by any means or
78 | process that requires permission under the Licensed Rights, such
79 | as reproduction, public display, public performance, distribution,
80 | dissemination, communication, or importation, and to make material
81 | available to the public including in ways that members of the
82 | public may access the material from a place and at a time
83 | individually chosen by them.
84 |
85 | m. Sui Generis Database Rights means rights other than copyright
86 | resulting from Directive 96/9/EC of the European Parliament and of
87 | the Council of 11 March 1996 on the legal protection of databases,
88 | as amended and/or succeeded, as well as other essentially
89 | equivalent rights anywhere in the world.
90 |
91 | n. You means the individual or entity exercising the Licensed Rights
92 | under this Public License. Your has a corresponding meaning.
93 |
94 |
95 | Section 2 -- Scope.
96 |
97 | a. License grant.
98 |
99 | 1. Subject to the terms and conditions of this Public License,
100 | the Licensor hereby grants You a worldwide, royalty-free,
101 | non-sublicensable, non-exclusive, irrevocable license to
102 | exercise the Licensed Rights in the Licensed Material to:
103 |
104 | a. reproduce and Share the Licensed Material, in whole or
105 | in part, for NonCommercial purposes only; and
106 |
107 | b. produce, reproduce, and Share Adapted Material for
108 | NonCommercial purposes only.
109 |
110 | 2. Exceptions and Limitations. For the avoidance of doubt, where
111 | Exceptions and Limitations apply to Your use, this Public
112 | License does not apply, and You do not need to comply with
113 | its terms and conditions.
114 |
115 | 3. Term. The term of this Public License is specified in Section
116 | 6(a).
117 |
118 | 4. Media and formats; technical modifications allowed. The
119 | Licensor authorizes You to exercise the Licensed Rights in
120 | all media and formats whether now known or hereafter created,
121 | and to make technical modifications necessary to do so. The
122 | Licensor waives and/or agrees not to assert any right or
123 | authority to forbid You from making technical modifications
124 | necessary to exercise the Licensed Rights, including
125 | technical modifications necessary to circumvent Effective
126 | Technological Measures. For purposes of this Public License,
127 | simply making modifications authorized by this Section 2(a)
128 | (4) never produces Adapted Material.
129 |
130 | 5. Downstream recipients.
131 |
132 | a. Offer from the Licensor -- Licensed Material. Every
133 | recipient of the Licensed Material automatically
134 | receives an offer from the Licensor to exercise the
135 | Licensed Rights under the terms and conditions of this
136 | Public License.
137 |
138 | b. Additional offer from the Licensor -- Adapted Material.
139 | Every recipient of Adapted Material from You
140 | automatically receives an offer from the Licensor to
141 | exercise the Licensed Rights in the Adapted Material
142 | under the conditions of the Adapter's License You apply.
143 |
144 | c. No downstream restrictions. You may not offer or impose
145 | any additional or different terms or conditions on, or
146 | apply any Effective Technological Measures to, the
147 | Licensed Material if doing so restricts exercise of the
148 | Licensed Rights by any recipient of the Licensed
149 | Material.
150 |
151 | 6. No endorsement. Nothing in this Public License constitutes or
152 | may be construed as permission to assert or imply that You
153 | are, or that Your use of the Licensed Material is, connected
154 | with, or sponsored, endorsed, or granted official status by,
155 | the Licensor or others designated to receive attribution as
156 | provided in Section 3(a)(1)(A)(i).
157 |
158 | b. Other rights.
159 |
160 | 1. Moral rights, such as the right of integrity, are not
161 | licensed under this Public License, nor are publicity,
162 | privacy, and/or other similar personality rights; however, to
163 | the extent possible, the Licensor waives and/or agrees not to
164 | assert any such rights held by the Licensor to the limited
165 | extent necessary to allow You to exercise the Licensed
166 | Rights, but not otherwise.
167 |
168 | 2. Patent and trademark rights are not licensed under this
169 | Public License.
170 |
171 | 3. To the extent possible, the Licensor waives any right to
172 | collect royalties from You for the exercise of the Licensed
173 | Rights, whether directly or through a collecting society
174 | under any voluntary or waivable statutory or compulsory
175 | licensing scheme. In all other cases the Licensor expressly
176 | reserves any right to collect such royalties, including when
177 | the Licensed Material is used other than for NonCommercial
178 | purposes.
179 |
180 |
181 | Section 3 -- License Conditions.
182 |
183 | Your exercise of the Licensed Rights is expressly made subject to the
184 | following conditions.
185 |
186 | a. Attribution.
187 |
188 | 1. If You Share the Licensed Material (including in modified
189 | form), You must:
190 |
191 | a. retain the following if it is supplied by the Licensor
192 | with the Licensed Material:
193 |
194 | i. identification of the creator(s) of the Licensed
195 | Material and any others designated to receive
196 | attribution, in any reasonable manner requested by
197 | the Licensor (including by pseudonym if
198 | designated);
199 |
200 | ii. a copyright notice;
201 |
202 | iii. a notice that refers to this Public License;
203 |
204 | iv. a notice that refers to the disclaimer of
205 | warranties;
206 |
207 | v. a URI or hyperlink to the Licensed Material to the
208 | extent reasonably practicable;
209 |
210 | b. indicate if You modified the Licensed Material and
211 | retain an indication of any previous modifications; and
212 |
213 | c. indicate the Licensed Material is licensed under this
214 | Public License, and include the text of, or the URI or
215 | hyperlink to, this Public License.
216 |
217 | 2. You may satisfy the conditions in Section 3(a)(1) in any
218 | reasonable manner based on the medium, means, and context in
219 | which You Share the Licensed Material. For example, it may be
220 | reasonable to satisfy the conditions by providing a URI or
221 | hyperlink to a resource that includes the required
222 | information.
223 | 3. If requested by the Licensor, You must remove any of the
224 | information required by Section 3(a)(1)(A) to the extent
225 | reasonably practicable.
226 |
227 | b. ShareAlike.
228 |
229 | In addition to the conditions in Section 3(a), if You Share
230 | Adapted Material You produce, the following conditions also apply.
231 |
232 | 1. The Adapter's License You apply must be a Creative Commons
233 | license with the same License Elements, this version or
234 | later, or a BY-NC-SA Compatible License.
235 |
236 | 2. You must include the text of, or the URI or hyperlink to, the
237 | Adapter's License You apply. You may satisfy this condition
238 | in any reasonable manner based on the medium, means, and
239 | context in which You Share Adapted Material.
240 |
241 | 3. You may not offer or impose any additional or different terms
242 | or conditions on, or apply any Effective Technological
243 | Measures to, Adapted Material that restrict exercise of the
244 | rights granted under the Adapter's License You apply.
245 |
246 |
247 | Section 4 -- Sui Generis Database Rights.
248 |
249 | Where the Licensed Rights include Sui Generis Database Rights that
250 | apply to Your use of the Licensed Material:
251 |
252 | a. for the avoidance of doubt, Section 2(a)(1) grants You the right
253 | to extract, reuse, reproduce, and Share all or a substantial
254 | portion of the contents of the database for NonCommercial purposes
255 | only;
256 |
257 | b. if You include all or a substantial portion of the database
258 | contents in a database in which You have Sui Generis Database
259 | Rights, then the database in which You have Sui Generis Database
260 | Rights (but not its individual contents) is Adapted Material,
261 | including for purposes of Section 3(b); and
262 |
263 | c. You must comply with the conditions in Section 3(a) if You Share
264 | all or a substantial portion of the contents of the database.
265 |
266 | For the avoidance of doubt, this Section 4 supplements and does not
267 | replace Your obligations under this Public License where the Licensed
268 | Rights include other Copyright and Similar Rights.
269 |
270 |
271 | Section 5 -- Disclaimer of Warranties and Limitation of Liability.
272 |
273 | a. UNLESS OTHERWISE SEPARATELY UNDERTAKEN BY THE LICENSOR, TO THE
274 | EXTENT POSSIBLE, THE LICENSOR OFFERS THE LICENSED MATERIAL AS-IS
275 | AND AS-AVAILABLE, AND MAKES NO REPRESENTATIONS OR WARRANTIES OF
276 | ANY KIND CONCERNING THE LICENSED MATERIAL, WHETHER EXPRESS,
277 | IMPLIED, STATUTORY, OR OTHER. THIS INCLUDES, WITHOUT LIMITATION,
278 | WARRANTIES OF TITLE, MERCHANTABILITY, FITNESS FOR A PARTICULAR
279 | PURPOSE, NON-INFRINGEMENT, ABSENCE OF LATENT OR OTHER DEFECTS,
280 | ACCURACY, OR THE PRESENCE OR ABSENCE OF ERRORS, WHETHER OR NOT
281 | KNOWN OR DISCOVERABLE. WHERE DISCLAIMERS OF WARRANTIES ARE NOT
282 | ALLOWED IN FULL OR IN PART, THIS DISCLAIMER MAY NOT APPLY TO YOU.
283 |
284 | b. TO THE EXTENT POSSIBLE, IN NO EVENT WILL THE LICENSOR BE LIABLE
285 | TO YOU ON ANY LEGAL THEORY (INCLUDING, WITHOUT LIMITATION,
286 | NEGLIGENCE) OR OTHERWISE FOR ANY DIRECT, SPECIAL, INDIRECT,
287 | INCIDENTAL, CONSEQUENTIAL, PUNITIVE, EXEMPLARY, OR OTHER LOSSES,
288 | COSTS, EXPENSES, OR DAMAGES ARISING OUT OF THIS PUBLIC LICENSE OR
289 | USE OF THE LICENSED MATERIAL, EVEN IF THE LICENSOR HAS BEEN
290 | ADVISED OF THE POSSIBILITY OF SUCH LOSSES, COSTS, EXPENSES, OR
291 | DAMAGES. WHERE A LIMITATION OF LIABILITY IS NOT ALLOWED IN FULL OR
292 | IN PART, THIS LIMITATION MAY NOT APPLY TO YOU.
293 |
294 | c. The disclaimer of warranties and limitation of liability provided
295 | above shall be interpreted in a manner that, to the extent
296 | possible, most closely approximates an absolute disclaimer and
297 | waiver of all liability.
298 |
299 |
300 | Section 6 -- Term and Termination.
301 |
302 | a. This Public License applies for the term of the Copyright and
303 | Similar Rights licensed here. However, if You fail to comply with
304 | this Public License, then Your rights under this Public License
305 | terminate automatically.
306 |
307 | b. Where Your right to use the Licensed Material has terminated under
308 | Section 6(a), it reinstates:
309 |
310 | 1. automatically as of the date the violation is cured, provided
311 | it is cured within 30 days of Your discovery of the
312 | violation; or
313 |
314 | 2. upon express reinstatement by the Licensor.
315 |
316 | For the avoidance of doubt, this Section 6(b) does not affect any
317 | right the Licensor may have to seek remedies for Your violations
318 | of this Public License.
319 |
320 | c. For the avoidance of doubt, the Licensor may also offer the
321 | Licensed Material under separate terms or conditions or stop
322 | distributing the Licensed Material at any time; however, doing so
323 | will not terminate this Public License.
324 |
325 | d. Sections 1, 5, 6, 7, and 8 survive termination of this Public
326 | License.
327 |
328 |
329 | Section 7 -- Other Terms and Conditions.
330 |
331 | a. The Licensor shall not be bound by any additional or different
332 | terms or conditions communicated by You unless expressly agreed.
333 |
334 | b. Any arrangements, understandings, or agreements regarding the
335 | Licensed Material not stated herein are separate from and
336 | independent of the terms and conditions of this Public License.
337 |
338 |
339 | Section 8 -- Interpretation.
340 |
341 | a. For the avoidance of doubt, this Public License does not, and
342 | shall not be interpreted to, reduce, limit, restrict, or impose
343 | conditions on any use of the Licensed Material that could lawfully
344 | be made without permission under this Public License.
345 |
346 | b. To the extent possible, if any provision of this Public License is
347 | deemed unenforceable, it shall be automatically reformed to the
348 | minimum extent necessary to make it enforceable. If the provision
349 | cannot be reformed, it shall be severed from this Public License
350 | without affecting the enforceability of the remaining terms and
351 | conditions.
352 |
353 | c. No term or condition of this Public License will be waived and no
354 | failure to comply consented to unless expressly agreed to by the
355 | Licensor.
356 |
357 | d. Nothing in this Public License constitutes or may be interpreted
358 | as a limitation upon, or waiver of, any privileges and immunities
359 | that apply to the Licensor or You, including from the legal
360 | processes of any jurisdiction or authority.
361 |
--------------------------------------------------------------------------------
/01~3DP 成型工艺/99~参考资料/2023~7 大类主流的 3D 打印技术,一文全部看懂.md:
--------------------------------------------------------------------------------
1 | # 7 大类主流的 3D 打印技术,一文全部看懂
2 |
3 | 
4 |
5 | 事实上,3D 打印也称为增材制造,是一个总称,涵盖了几种截然不同的 3D 打印工艺。这些技术是天壤之别,但关键过程是相同的。例如,所有 3D 打印都从数字模型开始,因为该技术本质上是数字化的。零件或产品最初是使用计算机辅助设计 (CAD) 软件设计或从数字零件库获取的电子文件。然后设计文件通过特殊的构建准备软件将其分解成切片或层以进行 3D 打印,生成 3D 打印机要遵循的路径指令。接下来您将了解这些技术之间的区别以及每种技术的典型用途。
6 |
7 | 为什么是 7 种类型?
8 |
9 | 增材制造的类型可以根据它们生产的产品或使用的材料类型来划分,国际标准组织 (ISO) 将其分为七种一般类型(但这七个 3D 打印类别也难以涵盖越来越多的技术子类型和混合技术):
10 |
11 | - 材料挤出
12 | - 还原聚合
13 | - 粉床融合
14 | - 材料喷射
15 | - 粘合剂喷射
16 | - 定向能沉积
17 | - 片材层压
18 |
19 | # 一、材料挤出
20 |
21 | 
22 |
23 | 材料挤出顾名思义:材料通过喷嘴挤出。通常情况下,这种材料是一种塑料细丝,通过一个加热的喷嘴进行熔化和挤出。打印机沿着通过软件得到的工艺路径将材料放置在构建平台上。然后灯丝冷却并凝固形成固体物体。这是最常见的 3D 打印形式。乍一看这听起来很简单,但考虑到挤出的材料,包括塑料、金属、混凝土、生物凝胶和各种食品,这其实是一个非常广泛的类别。这种类型的 3D 打印机价格从 100 美元到七位数不等。
24 |
25 | - 材料挤出的子类型:熔融沉积建模 (FDM)、建筑 3D 打印、微型 3D 打印、生物 3D 打印
26 | - 材料:塑料、金属、食品、混凝土等
27 | - 尺寸精度:±0.5%(下限 ±0.5mm)
28 | - 常见应用:原型、电气外壳、形状和配合测试、夹具和夹具、熔模铸造模型、房屋等。
29 | - 优势:成本最低的 3D 打印方法,材料范围广
30 | - 缺点:通常材料性能较低(强度、耐用性等),通常尺寸精度不高
31 |
32 | ## 熔融沉积成型 (FDM)
33 |
34 | 
35 |
36 | FDM 3D 打印机是一个价值数十亿美元的市场,拥有数以千计的机器,从基本型号到制造商的复杂型号。FDM 机器被称为熔丝制造 (FFF),这是完全相同的技术。与所有 3D 打印技术一样,FDM 从数字模型开始,然后将其转换为 3D 打印机可以遵循的路径。使用 FDM,将线轴上的一根(或一次几根)灯丝装入 3D 打印机,然后送入挤出头中的打印机喷嘴。打印机喷嘴或多个喷嘴被加热到所需温度,使灯丝软化,从而使连续的层连接起来形成一个坚固的部件。
37 |
38 | 当打印机沿 XY 平面上的指定坐标移动挤出头时,它会继续铺设第一层。然后挤出头上升到下一个高度(Z 平面),重复打印横截面的过程,一层一层地构建,直到物体完全成型。根据对象的几何形状,有时需要添加支撑结构以在打印时支撑模型,例如,如果模型具有陡峭的悬垂部分。这些支撑在打印后被移除。一些支撑结构材料可以溶解在水或另一种溶液中。
39 |
40 | 
41 |
42 | ## 3D 生物打印
43 |
44 | 
45 |
46 | 3D 生物打印或生物 3D 打印是一种增材制造工艺,其中将有机或生物材料(例如活细胞和营养素)结合起来以创建类似组织的天然三维结构。换句话说,生物打印是一种 3D 打印,可以生产从骨骼组织和血管到活组织的任何东西。它用于各种医学研究和应用,包括组织工程、药物测试和开发,以及创新的再生医学疗法。3D 生物打印的实际定义仍在不断发展。从本质上讲,3D 生物打印的工作原理与 FDM 3D 打印类似,并且属于材料挤出系列。(尽管挤出并不是唯一的生物打印方法)
47 |
48 | 3D 生物打印使用从针排出的材料(生物墨水)来创建打印层。这些被称为生物墨水的材料主要由活物质组成,例如载体材料中的细胞——如胶原蛋白、明胶、透明质酸、蚕丝、海藻酸盐或纳米纤维素,充当结构生长和营养物质的分子支架,提供支持。
49 |
50 | ## 建筑 3D 打印
51 |
52 | 
53 |
54 | 建筑 3D 打印是一个快速发展的材料挤出领域。该技术涉及使用超大型 3D 打印机(通常高达数十米)从喷嘴中挤出混凝土等建筑材料。这些机器通常以龙门架或机械臂系统的形式出现。3D 建筑打印技术如今用于住宅、建筑特色以及从水井到墙壁的建筑项目。有研究者表示,它有可能显着改变整个建筑行业,因为它减少了劳动力需求并减少了建筑垃圾。
55 |
56 | 美国和欧洲有数十座 3D 打印房屋,并且正在研究开发 3D 建筑技术,该技术将使用在月球和火星上发现的材料为未来的探险队建造栖息地。用当地土壤代替混凝土打印作为一种更可持续的建筑方法也受到关注。
57 |
58 | # 二、还原聚合
59 |
60 | 
61 |
62 | 桶聚合(也称为树脂 3D 打印)是一系列 3D 打印工艺,它使用光源在桶中选择性地固化(或硬化)光敏聚合物树脂。换句话说,光线精确地指向液体塑料的特定点或区域以使其硬化。第一层固化后,构建平台将向上或向下移动(取决于打印机)少量(通常在 0.01 和 0.05 毫米之间),下一层固化,与前一层连接。逐层重复此过程,直到形成 3D 部件。3D 打印过程完成后,清洁物体以去除剩余的液态树脂并进行后固化(在阳光下或紫外线室中)以增强部件的机械性能。
63 |
64 | 三种最常见的桶聚合形式是立体光刻 (SLA)、数字光处理 (DLP)和液晶显示器 (LCD),也称为掩模立体光刻 (MSLA)。这些类型的 3D 打印技术之间的根本区别在于光源及其用于固化树脂的方式。
65 |
66 | 
67 |
68 | 一些 3D 打印机制造商,尤其是那些制造专业级 3D 打印机的制造商,已经开发出独特且获得专利的 光聚合变体,因此您可能会在市场上看到不同的技术名称。一家工业 3D 打印机制造商 Carbon 使用一种称为数字光合成(DLS)的桶聚合技术,Stratasys 的 Origin 称其技术为可编程光聚合(P3),Formlabs 提供其称为低力立体光刻(LFS) 的技术,而 Azul 3D 是第一个将大面积快速打印(HARP) 形式的大桶聚合商业化。还有基于光刻的金属制造 (LMM)、投影微立体光刻(PμSL) 和数字复合材料制造(DCM),这是一种填充光聚合物技术,可将功能性添加剂(例如金属和陶瓷纤维)引入液体树脂中。
69 |
70 | - 3D 打印技术的类型:立体光刻 (SLA)、液晶显示器 (LCD)、数字光处理 (DLP)、微立体光刻 (μSLA) 等。
71 | - 材料:光聚合物树脂(可浇注、透明、工业、生物相容性等)
72 | - 尺寸精度:±0.5%(下限为 ±0.15 毫米或 5 纳米,使用 μSLA)
73 | - 常见应用:注塑模状聚合物原型和最终用途部件、珠宝铸造、牙科应用、消费品
74 | - 优势:光滑的表面光洁度,精细的特征细节
75 |
76 | ## 立体光刻 (SLA)
77 |
78 | 
79 |
80 | SLA 是世界上第一个 3D 打印技术。立体光刻技术由查克·赫尔 (Chuck Hull) 于 1986 年发明,他为该技术申请了专利,并成立了 3D Systems 公司以将其商业化。如今,该技术可供来自众多 3D 打印机制造商的爱好者和专业人士使用。SLA 使用激激光束对准一桶树脂,选择性地固化打印区域内物体的横截面,逐层建造。当大多数 SLA 打印机使用固态激光来固化部件。这种桶聚合的一个缺点是,与我们的下一种方法 (DLP) 相比,点激光可能需要更长的时间来追踪物体的横截面,后者会闪烁光线以立即硬化整个层。然而,激光可以产生更强的光,这是某些工程级树脂所需要的。
81 |
82 | 
83 |
84 | ### 微立体光刻 (μSLA)
85 |
86 | 微立体光刻技术可以打印微型部件,分辨率在 2 微米 (μm) 到 50 微米之间。作为参考,人类头发的平均宽度为 75 微米。它是“微型 3D 打印”技术之一。μSLA 涉及将感光材料(液态树脂)暴露在紫外激光下。不同之处在于专用树脂、激光的复杂性以及透镜的添加,它们会产生几乎令人难以置信的小光点。
87 |
88 | 
89 |
90 | ### 双光子聚合 (TPP)
91 |
92 | 另一种微型 3D 打印技术 TPP(也称为 2PP)可以归为 SLA,因为它也使用激光和光敏树脂,它可以打印比 μSLA 更小的部件,小至 0.1 微米。TPP 使用脉冲飞秒激光聚焦到一大桶特殊树脂中的一个狭窄点。然后使用该点固化树脂中的单个 3D 像素,也称为体素。通过在预定义的路径中逐层依次固化这些纳米级到微米级的小体素。TPP 目前用于研究、医疗应用和微型零件的制造,例如微型电极和光学传感器。
93 |
94 | 
95 |
96 | ## 数字光处理 (DLP)
97 |
98 | 
99 |
100 | DLP 3D 打印使用数字光投射器(而不是激光)在一层或树脂上同时闪烁每一层的单个图像(或为较大的部件多次曝光)。DLP(比 SLA 更常见)用于在单个批次中生产更大的零件或更大体积的零件,因为无论构建中有多少零件,每一层曝光都需要完全相同的时间,比 SLA 中的点激光方法效率更高。每一层的图像都由正方形像素组成,导致一层由称为体素的小矩形块形成。使用发光二极管 (LED) 屏幕或 UV 光源(灯)将光投射到树脂上,并通过数字微镜设备 (DMD) 将光投射到构建表面。
101 |
102 | 
103 |
104 | 现代 DLP 投影仪通常有数千个微米大小的 LED 作为光源。它们的开关状态是单独控制的,可以提高 XY 分辨率。并不是所有的 DLP 3D 打印机都是一样的,光源的功率、它通过的镜头、DMD 的质量以及构成一台价值 300 美元的机器的许多其他零部件都有很大的不同与超过 200,000 美元的机器相比。
105 |
106 | ### 自上而下的 DLP
107 |
108 | 一些 DLP 3D 打印机的光源安装在打印机的顶部,向下照射到树脂桶上,而不是向上照射。这些“自上而下”的机器从顶部闪现一层图像,一次固化一层,然后将固化层放回大桶中。每次降低构建板时,安装在大桶顶部的重涂机都会在树脂上来回移动以整平新层。制造商表示,由于打印过程不会对抗重力,因此这种方法可以为较大的打印件产生更稳定的零件输出。自下而上打印时,可以从构建板上垂直悬挂多少重量是有限制的。树脂桶还在打印时支撑打印件,减少了对支撑结构的需求。
109 |
110 | 
111 |
112 | ### 投影微立体光刻 (PμSL)
113 |
114 | 作为一种独特类型的桶聚合本身,将 PμSL 归为 DLP 的子类别。这是另一种微型 3D 打印技术。PμSL 使用来自投影仪的紫外线来固化微米级(2 微米分辨率和低至 5 微米层高)的特殊配方树脂层。这种增材制造技术因其低成本、准确性、速度以及可使用的材料范围(包括聚合物、生物材料和陶瓷)而不断发展。它已显示出从微流体和组织工程到微光学和生物医学微型设备的应用潜力。
115 |
116 | ### 基于光刻的金属制造 (LMM)
117 |
118 | 这是 DLP 的另一个”远亲“,这种使用光和树脂进行 3D 打印的方法可以为手术工具和微机械零件等应用创建微小的金属零件。在 LMM 中,金属粉末均匀分散在光敏树脂中,然后通过投影仪用蓝光曝光进行选择性聚合。打印后,素坯部件的聚合物成分被去除,留下全金属的脱脂部件,这些部件在熔炉中的烧结过程中完成。原料包括不锈钢、钛、钨、黄铜、铜、银和金。
119 |
120 | 
121 |
122 | ## 液晶显示器 (LCD)
123 |
124 | 
125 |
126 | 液晶显示器 (LCD),也称为掩模立体光刻 (MSLA),与上述 DLP 非常相似,不同之处在于它使用 LCD 屏幕而不是数字微镜设备 (DMD),这对 3D 打印机的价格有显着影响。与 DLP 一样,LCD 光掩模是数字显示的,由方形像素组成。LCD 光掩模的像素大小决定了打印的粒度。因此,XY 精度是固定的,不依赖于镜头的变焦或缩放程度,就像 DLP 的情况一样。DLP 的打印机和 LCD 技术之间的另一个区别是,后者使用数百个单独发射器的阵列,而不是像激光二极管或 DLP 灯泡那样的单点发射光源。
127 |
128 | 
129 |
130 | 与 DLP 类似,LCD 在某些条件下可以实现比 SLA 更快的打印时间。这是因为整个层一次曝光,而不是用激光点追踪横截面积。由于 LCD 单元成本低,这项技术已成为低价桌面树脂打印机领域的首选技术,但这并不意味着它没有得到专业使用,一些工业 3D 打印机制造商正在突破技术极限并取得令人瞩目的成果。
131 |
132 | # 三、粉床融合
133 |
134 | 
135 |
136 | 粉末床融合 (PBF) 是一种 3D 打印工艺,其中热能源选择性地熔化构建区域内的粉末颗粒(塑料、金属或陶瓷),以逐层创建固体物体。粉末床融合 3D 打印机在打印床上散布一层薄薄的粉末材料,通常使用一种刀片、滚筒或擦拭器。来自激光的能量融合粉末层上的特定点,然后沉积另一个粉末层并融合到前一层。重复该过程,直到制造出整个物体,最终产品由未融合的粉末包裹和支撑。
137 |
138 | 
139 |
140 | PBF 可以制造具有高机械性能(包括强度、耐磨性和耐用性)的部件,用于消费品、机械和工具的最终用途。该细分市场中的 3D 打印机越来越便宜(起价在 25,000 美元左右),但它被认为是一种工业技术。
141 |
142 | - 3D 打印技术的种类:选择性激光烧结(SLS)、激光粉末床熔化(LPBF)、电子束熔化(EBM)
143 | - 材料:塑料粉末、金属粉末、陶瓷粉末
144 | - 尺寸精度:±0.3%(下限 ±0.3mm)
145 | - 常见应用:功能部件、复杂管道(空心设计)、小批量部件生产
146 | - 优势:功能部件、出色的机械性能、复杂的几何形状
147 | - 缺点:机器成本较高,通常是高成本材料,建造速度较慢
148 |
149 | ## 选择性激光烧结 (SLS)
150 |
151 | 
152 |
153 | 选择性激光烧结 (SLS) 使用激光从塑料粉末中制造物体。首先,将一箱聚合物粉末加热到刚好低于聚合物熔点的温度。然后使用重涂刀片或擦拭器将一层非常薄的粉末材料(通常为 0.1 毫米厚)沉积到构建平台上。激光开始根据数字模型中布置的图案扫描表面。激光选择性地烧结粉末并凝固物体的横截面。当扫描整个横截面时,构建平台在高度上向下移动一层厚度。重涂刀片在最近扫描的层上沉积一层新的粉末,激光将物体的下一个横截面烧结到先前固化的横截面上。
154 |
155 | 
156 |
157 | 重复这些步骤,直到制造出所有物体。未烧结的粉末保留在原位以支撑物体,这减少或消除了对支撑结构的需要。从粉末床中取出零件并进行清洁后,无需其他必要的后处理步骤。零件可以抛光、涂层或着色。SLS 3D 打印机之间有许多差异化因素,不仅包括它们的尺寸,还包括激光的功率和数量、激光的光斑大小、加热床的时间和方式以及粉末的分布方式等。SLS 3D 打印中最常见的材料是尼龙(PA6、PA12),但也可以使用 TPU 和其他材料打印出柔韧的部件。
158 |
159 | 
160 |
161 | ## 微选择性激光烧结 (μSLS)
162 |
163 | μSLS 属于 SLS 或下文所述的激光粉末床融合 (LPBF)的技术。它使用激光来烧结粉末状材料,例如 SLS,但这种材料通常是金属而不是塑料,因此它更像是 LPBF。它是另一种微型 3D 打印技术,可以以微型(低于 5 μm)的分辨率创建零件。
164 |
165 | 
166 |
167 | 在 μSLS 中,将一层金属纳米颗粒墨水涂在基材上,然后干燥以产生均匀的纳米颗粒层。接下来,使用数字微镜阵列图案化的激光用于加热纳米粒子并将其烧结成所需的图案。然后重复这组步骤以在 μSLS 系统中构建 3D 部件的每一层。
168 |
169 | ## 激光粉末床融合 (LPBF)
170 |
171 | 
172 |
173 | 在所有 3D 打印技术中,这一项的别名最多。这种金属 3D 打印方法的正式名称为激光粉末床熔化 (LPBF),也被广泛称为直接金属激光烧结 (DMLS) 和选择性激光熔化 (SLM)。在这项技术发展的早期,机器制造商为相同的过程创建了自己的名称,这些名称一直沿用至今。特别指出,上述这三个术语指的是同一过程,即使某些机械细节有所不同。
174 |
175 | 作为粉末床融合的一种子类型,LPBF 使用一个金属粉末床和一个或多个(最多 12 个)高功率激光器。LPBF 3D 打印机使用激光在分子基础上逐层选择性地将金属粉末融合在一起,直到模型完成。LPBF 是一种高度精确的 3D 打印方法,通常用于为航空航天、医疗和工业应用创建复杂的金属零件。
176 |
177 | 
178 |
179 | 与 SLS 一样,LPBF 3D 打印机从分成切片的数字模型开始。打印机将粉末装入构建室,然后用刮刀(如挡风玻璃刮水器)或滚筒将其在构建板上铺成薄层。激光将层追踪到粉末上。然后构建平台向下移动,再涂上一层粉末并与第一层融合,直到构建出整个物体。构建室是封闭的、密封的,并且在许多情况下充满了惰性气体,例如氮气或氩气混合物,以确保金属在熔化过程中不会氧化,并有助于清除熔化过程中的碎屑。打印后,零件从粉末床中取出、清洗,并经常进行二次热处理以消除应力。剩余的粉末被回收再利用。
180 |
181 | LPBF 3D 打印机的差异化因素包括激光器的类型、强度和数量。小型紧凑型 LPBF 打印机可能有一个 30 瓦的激光器,而工业版本可能有 12 个 1,000 瓦的激光器。LPBF 机器使用常见的工程合金,例如不锈钢、镍高温合金和钛合金。有数十种金属可用于 LPBF 工艺。
182 |
183 | 
184 |
185 | ## 电子束熔炼 (EBM)
186 |
187 | 
188 |
189 | EBM,也称为电子束粉末床熔合 (EB PBF),是一种类似于 LPBF 的金属 3D 打印方法,但使用电子束而不是光纤激光器。该技术用于制造零件,例如钛骨科植入物、喷气发动机的涡轮叶片和铜线圈。
190 |
191 | 电子束产生更多的能量和热量,这是某些金属和应用所需要的。而且 EBM 不是惰性气体环境,而是在真空室中进行,以防止光束散射。构建室温度最高可达 1,000 °C,在某些情况下甚至更高。因为电子束使用电磁束控制,所以它的移动速度比激光快,甚至可以分开以同时曝光多个区域。
192 |
193 | 
194 |
195 | EBM 优于 LPBF 的优势之一是它能够处理导电材料和反射金属,例如铜。EBM 的另一个特点是能够在构建室中将单独的部件相互嵌套或堆叠,因为它们不一定必须连接到构建板上,这大大增加了体积输出。与激光相比,电子束通常会产生更大的层厚度和更粗糙的表面特征。由于构建室中的高温,EBM 打印部件可能不需要通过打印后热处理来消除应力。
196 |
197 | # 四、材料喷射
198 |
199 | 
200 |
201 | 材料喷射是一种 3D 打印工艺,其中微小的材料液滴被沉积,然后在构建板上固化或固化。使用暴露在光线下会固化的光敏聚合物或蜡滴,一次一层地构建物体。材料喷射过程的性质允许在同一物体上打印不同的材料。这种技术的一个应用是制造多种颜色和纹理的零件。
202 |
203 | - 3D 打印技术的类型:材料喷射 (MJ)、纳米粒子喷射 (NPJ)
204 | - 材料:光敏树脂(标准、浇注、透明、耐高温)、蜡
205 | - 尺寸精度:±0.1 mm
206 | - 常见应用:全彩产品原型、类似注塑模具的原型、低运行注塑模具、医疗模型、时装
207 | - 优势:带纹理的表面光洁度、全彩和多种材料可用
208 | - 缺点:材料有限,不适合要求精密的机械零件,成本高于用于视觉目的的其他树脂技术
209 |
210 | ## 材料喷射 (M-Jet)
211 |
212 | 
213 |
214 | 聚合物的材料喷射 (M-Jet) 是一种 3D 打印工艺,其中一层光敏树脂被选择性地沉积到构建板上并用紫外线 (UV) 光固化。在一层沉积和固化后,构建平台降低一层厚度,重复该过程以构建 3D 对象。M-Jet 将树脂 3D 打印的高精度与线材 3D 打印 (FDM) 的速度相结合,以创建具有逼真的颜色和纹理的零件和原型。
215 |
216 | 所有材料喷射 3D 打印技术都不完全相同。打印机制造商和专有材料之间存在差异。M-Jet 机器以逐行方式从多排打印头沉积构建材料。这种方法使打印机能够在不影响构建速度的情况下在一条线上制造多个对象。只要模型在构建平台上正确排列,并优化每条构建线内的空间,M-Jet 就可以比许多其他类型的树脂 3D 打印机更快地生产零件。
217 |
218 | 
219 |
220 | 用 M-Jet 制造的物体需要支撑,它在构建过程中由可溶解材料同时打印,该材料在后处理阶段被去除。M-Jet 是为数不多的 3D 打印技术之一,可提供由多材料打印和全彩色制成的物体。材料喷射机没有爱好者版本,这些机器更适用于汽车制造商、工业设计公司、艺术工作室、医院和所有类型的产品制造商的专业人士,他们希望创建准确的原型来测试概念并更快地将产品推向市场。与桶聚合技术不同,M-Jet 不需要后固化,因为打印机中的紫外线会完全固化每一层。
221 |
222 | ### 气溶胶射流
223 |
224 | Aerosol Jet 是一家名为 Optomec 的公司开发的一项独特技术,主要用于 3D 打印电子产品。电阻器、电容器、天线、传感器和薄膜晶体管等组件均采用气溶胶喷射技术打印。它可以粗略地比作喷漆,但它与工业涂层工艺的区别在于它可以用于打印完整的 3D 物体。
225 |
226 | 将电子墨水放入雾化器中,雾化器会产生直径在 1 至 5 微米之间的液滴。然后气溶胶雾被输送到沉积头,被鞘气聚焦,从而产生高速粒子喷雾。由于整个过程使用了能量,该技术有时也被称为定向能量沉积,但由于材料在这种情况下呈液滴状,因此我们将其包含在材料喷射中。
227 |
228 | ### 塑料自由成型
229 |
230 | 德国公司 Arburg 创造了一种称为塑料自由成型 (APF) 的技术,它是挤出技术和材料喷射技术的结合。它使用市售的塑料颗粒,这些塑料颗粒在注塑成型过程中熔化并移至卸料单元。高频喷嘴关闭产生每秒多达 200 个直径在 0.2 至 0.4 毫米之间的塑料小液滴的快速打开和关闭运动。液滴在冷却时与硬化材料结合。一般来说,不需要后期处理。如果使用了支撑材料,则必须将其移除。
231 |
232 | ## 纳米粒子喷射 (NPJ)
233 |
234 | 
235 |
236 | NanoParticle Jetting (NPJ) 是为数不多的难以归类的专有技术之一,由一家名为 XJet 的公司开发,它使用带有数千个喷墨喷嘴的打印头阵列,可同时将数百万个超细材料滴喷射到超薄层的构建托盘上,同时同时喷射支撑材料。金属或陶瓷颗粒悬浮在液体中。该过程在高温下发生,喷射时液体蒸发,大部分只留下金属或陶瓷材料。生成的 3D 部件仅残留少量粘合剂,这些粘合剂在烧结后处理中被去除。
237 |
238 | # 粘合剂喷射
239 |
240 | 
241 |
242 | 粘合剂喷射是一种 3D 打印工艺,其中液体粘合剂选择性地粘合一层粉末的区域。该技术类型兼有粉末床熔合和材料喷射的特点。与 PBF 类似,粘合剂喷射使用粉末材料(金属、塑料、陶瓷、木材、糖等),并且与材料喷射一样,液体粘合剂聚合物从喷墨器沉积。无论是金属、塑料、沙子还是其他粉末材料,粘合剂喷射过程都是相同的。
243 |
244 | 首先,重涂刀片在构建平台上涂抹一层薄薄的粉末。然后,带有喷墨喷嘴的打印头在床上方经过,选择性地沉积粘合剂液滴以将粉末颗粒粘合在一起。层完成后,构建平台向下移动,刀片重新涂覆表面。然后重复该过程,直到整个部分完成。
245 |
246 | 粘合剂喷射的独特之处在于打印过程中没有热量。粘合剂充当将聚合物粉末粘合在一起的胶水。打印后,零件被包裹在未使用的粉末中,通常会留下来固化。然后将零件从粉末仓中取出,收集多余的粉末并可重复使用。从这里开始,根据材料的不同,需要进行后处理,但沙子除外,沙子通常可以直接从打印机中用作型芯或模具。当粉末是金属或陶瓷时,涉及加热的后处理会熔化掉粘合剂,只留下金属。塑料零件后处理通常包括涂层以改善表面光洁度。您还可以抛光、涂漆和打磨聚合物粘合剂喷射部件。
247 |
248 | 粘合剂喷射速度快且生产率高,因此与其他 AM 方法相比,它可以更经济高效地生产大量零件。金属粘合剂喷射可用于多种金属,在最终用途消费品、工具和批量备件中很受欢迎。然而,聚合物粘合剂喷射的材料选择有限,并且生产的部件结构性能较低。它的价值在于能够制作全彩原型和模型。
249 |
250 | - 3D 打印技术的子类型:金属粘合剂喷射、聚合物粘合剂喷射、砂粘合剂喷射
251 | - 材料:沙子、聚合物、金属、陶瓷等。
252 | - 尺寸精度:±0.2 毫米(金属)或 ±0.3 毫米(沙子)
253 | - 常见应用:功能性金属零件、全彩模型、砂铸件和模具
254 | - 优势:低成本、大构建体积、功能性金属部件、出色的色彩再现、快速打印速度、无支撑设计灵活性
255 | - 缺点:对金属来说是一个多步骤的过程,聚合物部件不耐用
256 |
257 | ## 金属粘合剂喷射
258 |
259 | 
260 |
261 | Binder Jetting 还可用于制造具有复杂几何形状的固体金属物体,这远远超出了传统制造技术的能力。金属粘合剂喷射是一种非常有吸引力的技术,可用于批量生产金属零件并实现轻量化。由于粘合剂喷射可以打印具有复杂图案填充而不是实体的零件,因此所得零件的重量大大减轻,但强度却保持不变。粘合剂喷射的孔隙率特征也可用于实现医疗应用的较轻端部件,例如植入物。
262 |
263 | 总的来说,金属粘结剂喷射零件的材料性能与金属注射成型生产的金属零件相当,是金属零件批量生产中应用最广泛的制造方法之一。此外,粘合剂喷射部件表现出更高的表面光滑度,尤其是在内部通道中。
264 |
265 | ## 塑料粘合剂喷射
266 |
267 | 
268 |
269 | 塑料粘合剂喷射是一种与金属粘合剂喷射非常相似的工艺,因为它也使用粉末和液体粘合剂,但应用却大不相同。打印完成后,塑料部件会从其粉末床中取出并进行清洁,通常无需进一步处理即可使用,但这些部件缺乏 3D 打印工艺中的强度和耐用性。塑料粘合剂喷射部件可以填充另一种材料以提高强度。使用聚合物进行粘合剂喷射因其能够生产用于医学建模和产品原型的多色部件。
270 |
271 | ## 砂粘合剂喷射
272 |
273 | 
274 |
275 | 砂粘合剂喷射与塑料粘合剂喷射在打印机和打印流程上有所不同,所以这里将其进行区分。生产大型砂铸模具、模型和型芯是粘合剂喷射技术最常见的用途之一。该工艺的低成本和速度使其成为铸造厂的绝佳解决方案,因为使用传统技术很难在几小时内生产精细图案设计。
276 |
277 | 工业发展的未来不断对代工厂和供应商提出高要求。沙子 3D 打印正处于其潜力的开端。打印后,打印人员需要将型芯和模具从构建区域移除并清洁以去除任何松散的沙子。模具通常可以立即准备好进行铸造。铸造后,模具被拆开,最终的金属部件被移除。
278 |
279 | ## 多射流融合 (MJF)
280 |
281 | 
282 |
283 | 另一种独特且品牌特定的 3D 打印工艺不容易归入任何现有类别,实际上也不是粘合剂喷射,这就是 HP 的 Multi Jet Fusion。MJF 是一种聚合物 3D 打印技术,使用粉末材料、液体融合材料和细化剂。它不被认为是粘合剂喷射的原因是在这个过程中增加了热量,这会产生强度和耐用性更高的部件,而且液体并不完全是粘合剂。该过程的名称来源于执行打印过程的多个喷墨头。
284 |
285 | 在 Multi Jet Fusion 打印过程中,打印机在打印床上铺设一层材料粉末,通常是尼龙。在此之后,喷墨头穿过粉末并将熔化剂和细化剂沉积在其上。然后红外线加热装置在打印品上移动。无论在何处添加助熔剂,下层都会熔化在一起,而带有细化剂的区域仍保持粉末状。粉状部分脱落,产生所需的几何形状。这也消除了对建模支持的需要,因为下层支持打印在它们上面的层。为了完成打印过程,整个粉末床以及其中的打印部件被移动到一个单独的处理站,大部分松散的未熔融粉末被抽真空,可以重复使用。
286 |
287 | Multi Jet Fusion 是一种多功能技术,已在汽车、医疗保健和消费品等多个行业中得到应用。
288 |
289 | 
290 |
291 | # 六、粉末定向能量沉积
292 |
293 | 定向能量沉积 (DED) 是一种 3D 打印工艺,金属材料在沉积的同时被强大的能量供给和熔化。这是最广泛的 3D 打印类别之一,包含许多子类别,具体取决于材料的形式(线材或粉末)和能量类型(激光、电子束、电弧、超音速、热量等)。从本质上讲,与焊接有很多共同点。
294 |
295 | 该技术用于逐层打印,通常随后进行 CNC 加工,以实现更严格的公差。DED 与 CNC 的结合使用非常普遍,有一种称为混合 3D 打印的 3D 打印子类型,在同一台机器中包含 DED 和 CNC 单元的混合 3D 打印机。该技术被认为是一种更快、更便宜的小批量金属铸件和锻造件的替代品,以及用于海上石油和天然气行业以及航空航天、发电和公用事业行业应用的关键维修。
296 |
297 | 
298 |
299 | - 定向能量沉积的子类型:粉末激光能量沉积、线弧增材制造 (WAAM)、线电子束能量沉积、冷喷涂
300 | - 材料:各种金属,线材和粉末形式
301 | - 尺寸精度:±0.1 mm
302 | - 常见应用:修复高端汽车/航空航天部件、功能原型和最终部件
303 | - 优势:高堆积率,能够向现有组件添加金属
304 | - 缺点:由于无法制作支撑结构而无法制作复杂的形状,通常表面光洁度和精度较差
305 |
306 | ## 激光定向能量沉积
307 |
308 | 
309 |
310 | 激光定向能量沉积 (L-DED),也称为激光金属沉积 (LMD) 或激光工程净成形 (LENS),使用通过一个或多个喷嘴送出金属粉末或金属丝,并通过强大的激光熔化构建平台或金属部件上。随着喷嘴和激光的移动或零件在多轴转盘上的移动,物体会逐层堆积。构建速度比粉末床熔化更快,但会导致表面质量降低和精度显着降低,通常需要大量的后加工。激光 DED 打印机通常具有充满氩气的密封室以避免氧化。在处理反应性较低的金属时,它们还可以仅使用局部氩气或氮气进行操作。
311 |
312 | 该工艺中常用的金属包括不锈钢、钛和镍合金。这种打印方法通常用于修复高端航空和汽车部件,例如喷气发动机叶片,但也用于生产整个部件。
313 |
314 | 
315 |
316 | ## 电子束定向能量沉积
317 |
318 | 
319 |
320 | 电子束 DED,也称为线电子束能量沉积,是一种与激光 DED 非常相似的 3D 打印工艺。它是在真空室中进行的,可以生产出非常干净、高质量的金属。当一根金属丝通过一个或多个喷嘴时,它会被电子束熔化。层是单独构建的,电子束形成一个微小的熔池,焊丝由送丝机送入熔池。在处理高性能金属和活性金属(例如铜、钛、钴和镍合金)时,选择电子束用于 DED。
321 |
322 | DED 机器实际上在打印尺寸方面不受限制。例如,3D 打印机制造商 Sciaky 拥有一台 EB DED 机器,可以以每小时 3 到 9 公斤材料的速度生产近 6 米长的零件。电子束 DED 被吹捧为制造金属部件最快的方法之一,尽管不是最精确的,这使其成为构建大型结构(例如机身)或替换零件(例如涡轮叶片)的理想加工技术。
323 |
324 | 
325 |
326 | ## 线控能量沉积
327 |
328 | 
329 |
330 | Wire Directed Energy Deposition,也称为 Wire Arc Additive Manufacturing (WAAM),是一种 3D 打印,它使用等离子或电弧形式的能量来熔化线材形式的金属,并通过机械臂将金属一层一层地沉积到表面,例如多轴转盘,形成一个形状。之所以选择这种方法而不是选择激光或电子束的类似技术,是因为它不需要密封室,并且可以使用与传统焊接相同的金属(有时是完全相同的材料)。
331 |
332 | 电直接能量沉积被认为是 DED 技术中最具成本效益的选择,可以使用现有的弧焊机器人和电源,因此进入门槛相对较低。但与焊接不同,这项技术使用复杂的软件来控制过程中的一系列变量,包括机械臂的热管理和工具路径。这种技术没有要移除的支撑结构,成品零件通常在必要时经过 CNC 加工以达到严格的公差或表面抛光。
333 |
334 | 
335 |
336 | ## 冷喷涂
337 |
338 | 
339 |
340 | 冷喷涂是一种 DED 3D 打印技术,以超音速喷涂金属粉末,以在不熔化的情况下将它们结合起来,几乎不会产生热裂纹或热应力。自 2000 年代初以来,它一直被用作涂层工艺,但最近,几家公司已将冷喷涂用于增材制造,因为它可以以比典型金属 3D 工艺高 50 到 100 倍的速度进行打印,并且不需要惰性气体或真空室。
341 |
342 | 与所有 DED 工艺一样,冷喷涂不会产生表面质量或细节都很好的打印件,但零件可以直接从打印床上使用。
343 |
344 | ## 熔融直接能量沉积
345 |
346 | 
347 |
348 | 熔融直接能量沉积是一种 3D 打印工艺,它使用热量熔化金属(通常是铝),然后将其逐层沉积在构建板上以形成 3D 物体。该技术与金属挤出 3D 打印的不同之处在于,挤出使用内部含有少量聚合物的金属原料,使金属可挤出。然后在热处理阶段去除聚合物,而熔融 DED 用纯金属。人们也可以将熔融或液态 DED 比作材料喷射,但不是一系列喷嘴沉积液滴,液态金属通常从喷嘴流出。
349 |
350 | 这项技术的变体正在开发中,熔融金属 3D 打印机很少见。使用热量熔化然后沉积金属的好处是能够使用比其他 DED 工艺更少的能量,并可能直接使用回收金属作为原料,而不是金属丝或高度加工的金属粉末。
351 |
352 | # 七、片材层压
353 |
354 | 
355 |
356 | 片材层压在技术上是 3D 打印的一种形式,与上述技术有很大不同。它的功能是将非常薄的材料片堆叠和层压在一起以产生 3D 物体或堆叠,然后通过机械或激光切割以形成最终形状。材料层可以使用多种方法融合在一起,包括加热和声音,具体取决于材料,材料范围从纸张、聚合物到金属。当零件被层压然后激光切割或加工成所需的形状时,会产生比其他 3D 打印技术更多的浪费。
357 |
358 | 制造商使用薄片层压以相对较高的速度生产具有成本效益的非功能性原型,可用于电池技术、生产复合材料,因为所使用的材料可以在打印过程中互换。
359 |
360 | - 3D 打印技术的类型:层压物体制造 (LOM)、超声波固结 (UC)
361 | - 材料:纸张、聚合物和片状金属
362 | - 尺寸精度:±0.1 mm
363 | - 常见应用:非功能原型、多色打印、铸模。
364 | - 优点:可以快速生产,复合打印
365 | - 缺点:精度低,浪费多,部分零件需要后期制作
366 |
367 | ## 层压增材制造
368 |
369 | 
370 |
371 | 层压是一种 3D 打印技术,其中将材料片层叠在一起并使用胶水粘合在一起,然后使用刀(或激光或 CNC 路由器)将分层物体切割成正确的形状。该技术如今不太常见,因为其他 3D 打印技术的成本已经下降、速度和易用性大幅增加。
372 |
373 | 
374 |
375 | - 粘性光刻制造 (VLM):VLM 是 BCN3D 的专利 3D 打印工艺,可将高粘度光敏树脂薄层层压到透明转移膜上。机械系统允许树脂从薄膜的两面层压,从而可以组合不同的树脂以获得多材料部件和易于拆卸的支撑结构。这项技术尚未商业化,但也可以属于其中一种层压 3D 打印技术。
376 |
377 | - 基于复合材料的增材制造 (CBAM):Startup Impossible Objects 为这项技术申请了专利,该技术将碳、玻璃或 Kevlar 垫与热塑性塑料融合在一起以制造零件。
378 |
379 | - 选择性层压复合材料制造 (SLCOM):EnvisionTEC,现称为 ETEC,归 Desktop Metal 所有,于 2016 年开发了这项技术,该技术使用热塑性塑料作为基础材料和编织纤维复合材料。
380 |
--------------------------------------------------------------------------------
/01~3DP 成型工艺/00~金属工艺/99~参考资料/2023~金属增材制造行业深度:新时代新工艺,先军后民踏上新征程.md:
--------------------------------------------------------------------------------
1 | > [原文地址](https://mp.weixin.qq.com/s?__biz=MjM5MDQ2Mjg3Mg==&mid=2652005357&idx=5&sn=f7d3150f9dedaf9ede19132126a139d0&chksm=bda2a51a8ad52c0c599a09a49e741fafa6505e8b9a0aa88b297b58b425c097739414406fc85f&mpshare=1&scene=1&srcid=0413SxfEyLwxIbkljIEc2PaN&sharer_sharetime=1681364331774&sharer_shareid=93b885adfe0da089cdf634904fd59f71&version=4.1.3.99242&platform=mac#rd)
2 |
3 | # 金属增材制造行业深度:新时代新工艺,先军后民踏上新征程
4 |
5 | - 新时代新工艺,加工优势突出:增材制造又称 3D 打印,是一种快速成型的工艺,通过逐层堆叠的方式完成零部件的加工。尤其是金属 3D 打印,在加工高复杂零部件、轻量化以及短生产周期等方面具有优势,先后经历了上升期、过热期、低谷期后,在国内外产业政策和技术路线图的扶持下,金属增材制造迎来了快速发展的成长期,即成熟度曲线的第四阶段。在通胀高企、地缘冲突加剧、供应链安全波动的大背景下,增材制造作为新时代大变局之下的新兴工艺,具有划时代意义和战略价值;
6 |
7 | - 行业三大趋势明显,降本增效拓展应用:经过多年的发展,金属 3D 打印产业逐渐发展出从软件服务到粉末制备,从设备组装到打印服务的完整产业链,产业链各环节形成了犬牙交错的竞争格局,而其中设备制造是核心环节,从竞争壁垒来看,金属 3D 打印具有技术、资质、人才和先入壁垒,头部玩家形成较强的马太效应。2020 年以来,下游航空航天需求激增,带来了行业层面国产化替代、设备大型化以及加工打印中心出现这三大改变。此外,随着下游客户对于成本、轻量化等要求提高,对模型进行拓扑优化以实现更轻的质量和更少的材料损耗,是近年来下游服务厂商及应用客户努力的方向。在金属增材制造的成本结构中,折旧费用和材料费用合计占 80%以上,结合敏感度分析,我们认为,材料价格、设备成本以及打印效率是影响打印成本的重要因素,而随着材料和设备成本下降以及打印沉积效率提升,增材制造的成本将有望不断下降,从而推动技术可应用空间的持续扩大;
8 |
9 | - 航空航天助推产业腾飞:观察产业发展的规律,先军后民往往是新工艺推广的主要方式,由于军用领域相较于民用领域成本敏感度较低,而金属增材制造在航空航天领域具有较大的轻量化及性能优势,因此率先在该领域得到应用。航天领域,近年来由于国家陆续开展了低成本生产战略战术武器的方法和新型空天体系的研究,金属 3D 打印完美符合了航天产业多品种、小批量、整体化、轻量化、低成本等需求,势必成为产业中主流加工技术,在卫星、武器装备、火箭、太空飞行器多个领域存在较大的增长空间;航空领域,近年来呈现快速增长态势,军用航空领域,通过增材制造制作的一体化结构有效的实现了飞机的减重增寿。民用航空领域,增材制造作为重要的减重手段,能够满足民航高可靠性、高标准的要求,逐渐得到民航制造业重视:根据我们的预测,未来二十年增材制造在悲观、中性和乐观假设条件下的潜在市场空间将分别达到 1107、1514、1967 亿元。无人机领域,多品种、轻量化、整体化、低成本化的背景以及蜂群式、僚机的战斗模式,非常符合金属 3D 打印的技术特点。动力系统领域,增材制造应用较多,其复杂设计、一体成型的特点,使得动力系统的零部件越来越多的使用该技术:未来二十年在国内民用航发领域的悲观、中性和乐观假设情境下的潜在市场空间分别为 281、614、998 亿元;
10 |
11 | - 民用领域方兴未艾:随着行业需求的多元化以及金属增材制造成本的下降,在其他领域的应用将逐步增多,并从试验件、预研件向产业化、规模化的应用过渡,未来工业领域的应用将打开增材制造行业天花板,带来更大市场空间。医疗领域:缩短了制造时间,同时制造出更多轻量化、结构复杂的植入物,为患者带来更多方便;模具行业:得益于 3D 打印的复杂模具具有较好的冷却效果,使得无后处理的近净成形成为了可能;热交换器领域:为其制造提供了更加紧凑、高效、模块化以及多元化的解决方案,尤其是对于异形件等复杂件的加工,3D 打印技术拥有传统工艺不具备的优势;
12 |
13 | # 一、增材制造行业介绍
14 |
15 | ## 1.1 产业政策积极乐观
16 |
17 | **增材制造工作原理:**又称 3D 打印,是一种快速成型技术,以计算机三维设计模型为蓝本,通过软件分离离散和数控成型系统,利用激光束、热熔喷嘴等方式将金属粉末、陶瓷粉末、塑料、细胞组织进行逐层堆积粘结,最终叠加成型,制造出实体产品。因此,3d 打印可以简单的理解为多层二维打印,3D 打印一般使用特制的材料,基于坐标系,按照三维的图纸,将其一层层喷涂或熔结到三维空间,从而制造出传统工艺难以制造的高复杂度产品。
18 |
19 | 
20 |
21 | **传统打印的区别:**与传统打印机类似,增材制造都是由数据驱动完成打印,且集合了软件、机械和电子等多个学科,但两者在打印材料和原理上有较多区别,例如传统打印主要是二维打印,数据输入主要以图片、文字等为主,而 3D 打印机输入源主要是以特定的三维模型等为主,因此较传统打印相比需要切片等步骤。目前 3D 打印技术主要包括金属和非金属两大类,金属类近年来发展较快,因此后面将着重针对金属增材制造进行介绍。
22 |
23 | **增材制造技术路线:**技术路线的不同直接影响到加工的方式和最终成型零部件的尺寸、精度和强度等。目前增材制造的主要技术路线大致可以按照材料及形态、热源、送料方式等进行分类:
24 |
25 | **材料:**目前主流的材料包括金属材料和非金属材料,两者产值比约为 4:6。截至 2021 年,可用于 3D 打印的材料种类达到了 2486 种,其中包含 988 种金属、1222 种聚合物以及 219 种复合材料。材料是根据需求选择的,同时,热源的选择也限制了材料的熔点。由于增材制造率先在航空航天等领域得到应用,近年来金属材料增速较快,2009-2020 年全球金属原材料营收年复合增速达 37.0%。金属材料中应用较多的包括钢材、铝合金、高温合金和钛合金等,同时有部分材料存在活性较强的问题,比如镁合金,在粉末状态下容易引起粉尘爆炸等风险,虽然可以通过全程气氛保护的方式实现加工,但由于成本过高和风险太大的原因,一直以来都停留在实验室阶段。非金属材料包括聚醚醚酮、陶瓷材料等,还包括细胞组织等;
26 |
27 | 
28 |
29 | **材料形态:**粉末材料是目前最常用的金属材料形态,此外,还有丝材、片材和液体等多种材料形态。增材制造对材料的要求与传统的加工工艺有所不同。以粉末为例,一般用于粉末冶金行业,粉末冶金工艺是将粉末预成型后使用高温高压的条件进行最终定型的工艺,整个过程中粉末发生的物理冶金变化较为缓慢,材料有充分的时间融合反应。而增材制造工艺在热源的作用下的冶金变化是极快的,热源和粉体材料直接接触,粉体材料没有模具和外部压力的作用。因此对于粉体材料的球形度、空心度以及粉径要求较传统的粉末冶金有所不同;
30 |
31 | **热源:**综合考虑气氛、成本、材料熔点以及技术难度等因素,目前大部分企业采用激光作为增材制造的热源,此外,高能电子束、等离子和电弧等也由于各自不同的特点在不同场景下得到应用。电子束和激光的工作原理不同,电子束是高能电子穿过靶材的表面进入一定深度后,通过振动靶材的分子实现将电子的动能转化为热能,而激光的加热方式则是直接使用光子加热靶材表面,激光并未穿透靶材,由于烧结材料的熔点和最终成型零部件的区别,不同的热源会形成不同的结构,在气氛保护上,高能电子束往往要求真空环境,而激光需要惰性气体保护;相比之下,等离子和电弧等热源主要依靠焊接热源将原材料融化,按照成形路径层层堆叠形成金属件,因此无需气氛保护。此外,还有部分热源是使用基板/基材加热的,目前国内使用的较少;
32 |
33 | **送料方式:**目前主要是送料方式主要包括铺粉、送粉/送丝等。其中铺粉工艺是将金属粉末铺放在基板上,控制热源沿着 X-Y 轴的路径将每层的粉末熔化烧结,并逐层堆叠形成零部件,特别适合制造复杂度高、加工成本高或者定制化程度高的零部件。送粉/送丝的技术主要通过激光熔头或者焊枪等逐层熔覆形成零部件,虽然在成型复杂度上略逊一筹,但是在生产效率上却有较大优势,且在零部件尺寸上没有限制。
34 |
35 | 
36 |
37 | ## 1.2 诞生和理论发展
38 |
39 | 由于增材制造的加工过程具有由二维到三维的堆叠特征,因此具有较为鲜明的优缺点:
40 |
41 | ### 优点
42 |
43 | (1)可快速加工成型结构复杂的零部件。3D 打印是将三维切片以得到二维的轮廓信息,通过叠层的方式实现零部件成型。因此这种方式不受零部件形状和内部复杂度的影响,尤其是制造一些结构复杂、使用传统工艺较难或者成本较高的产品时,具有突出优势。同时,定制化的特点使得 3D 打印可以根据消费者需求自由定制形状,真正实现按需生产;
44 |
45 | 
46 |
47 | (2)缩短产品研发周期。使用增材制造技术制造零部件直接由模型驱动,无需模具、夹具等辅助工具,凭借增材制造快速成型快速迭代的特点,可以有效的加快新产品的研发周期,节约昂贵的模具费用,提高产品迭代速度;
48 |
49 | 
50 |
51 | (3)材料利用率高。传统加工工艺会产生大量废料,存在相当的余料价值损耗,增材制造技术根据二维轮廓添加材料,按需制造,加工材料可回收二次利用,因此材料利用率显著高于传统加工模式。尤其是对于较为昂贵的金属材料如钛合金、高温合金等,可节约大量成本;
52 |
53 | (4)实现一体化、轻量化设计。3D 打印的应用可以在保证零部件性能的前提下,通过拓扑优化、结构设计等方法将复杂结构经过变换重新设计成简单结构,从而减轻重量,同时 3D 打印一体成型的加工方式也较大的节省了铆接和焊接的部位,从而进一步提升产品的可靠性;
54 |
55 | 
56 |
57 | (5)提高供应链柔性。3D 打印省去了雇佣较多产业工人、使用大型产线的建设点火试车环节,根据需求及时调整产能,具有“去模具、减废料、降库存”等优点,缩短产业链、提高供应链可靠性以及减少库存风险方面具有较大优势,在供应链安全受到挑战以及需求不确定的当下具有现实意义。
58 |
59 | ### 缺点
60 |
61 | 金属增材制造技术在加工材料、加工精度、表面粗糙度、加工效率上较精密加工仍有较大差距,而小批量的情况下实现了力学性能上,金属增材制造技术已经满足铸造的水平,部分零部件经过热处理后接近锻造水平,因此目前增材制造技术主要的竞争技术是小批量的精密铸造,在部分领域对锻造构成挑战。
62 |
63 | 
64 |
65 | ## 1.3 金属增材制造处于技术成熟度曲线第四阶段
66 |
67 | 技术成熟度曲线(the Hype Cycle):技术成熟度曲线又称 Gartner 炒作曲线,X 轴为时间,Y 轴为期望值,曲线描述了新技术的发展过程,从诞生到过热,到低谷,最后为人们理解和接受的完整阶段。技术成熟度曲线一共分为五个部分,目前我们判断金属增材制造在航空航天领域的应用处于第四阶段:
68 |
69 | - **上升期:**一项新的技术突破、样品成功试制等重大事件,标志着某项技术进入了人们的视野,该阶段是新技术最容易凋敝的阶段,大部分的技术路线在这一过程中都无法得到足够的应用而被抛弃。而行业巨头应用、国家政策支持或者资本的介入都会快速的提升人们对于新技术的预期,大量的初创企业出现。一般这个阶段,新的技术会在各大高校和科研院所诞生,但仅有少数技术能够得到产业界的认可,走出实验室;
70 | - **过热期:**随着技术走出实验室逐渐为人们了解,预期出现顶峰,大家对创新技术报以厚望,甚至高于其实际能力,该阶段最容易形成投资泡沫,大量的资本进入也推高了人们的期待,企业遍地开花。但此时的国产化率仍处于较低水平,核心的设备和工艺尚未掌握,因此大多情况下呈现出“两头在外”的代工模式。大量的资本进入催生出众多初创企业,但是大部分企业产品仍然属于低价值的初级阶段,不能满足实际需求;
71 | - **低谷期:**随着应用的落地,人们发现结果并不如预期,低于预期的财务受益和价值增值使得资本开始离开。伴随而来的是原先并没有自我造血能力的产能进行出清。顶峰期大量收购企业行业巨头账面上累计的商誉陆续减值,行业内外的资本退潮和补贴的退坡加速了产能的出清,随之而来的质疑让从业者的迷茫加深;
72 | - **成长期:**一些早期的企业克服了一些困难,解决了一些缺陷,并开始获得收益,可以继续努力前行。一些有潜力的技术路线和应用开始慢慢进入到试验阶段,进而产生正向的循环,与此同时,有较强预见性的产业资本开始进入行业,推动行业进入了第二轮发展期,此时的国产化设备渗透率伴随着产业规模的提高而扩大,内生性需求开始产生,产能的投资也开始进入了理性的爬坡期。随着技术成熟和需求的产生,赚钱效应开始出现,大量资本开支和一级融资项目的活跃标志着行业进入到快速发展期;
73 | - **成熟期:**技术的实际效应得到了产业内的客户的认可,越来越多的企业开始接受并使用该技术,产业进入成熟期。这个阶段,虽然利润在增长,但是技术路线和产业竞争格局开始稳定,于是资本开支开始放缓,产业进入到下一个技术的更新迭代中。
74 |
75 | 
76 |
77 | ### 历史沿革
78 |
79 | **早期阶段(1984 年以前):**3D 打印技术最早可以追溯到 19 世纪,摄影技术发明后,人们就开始讨论如何在三维空间中记录我们的影像。1859 年,法国雕塑家佛朗索瓦首次设计出多角度成像获取物品三维图像的方法,是今天 3D 扫描技术的鼻祖。1981 年 5 月,名古屋工业研究所的 Hideo Kodama 博士发表了快速原型的详细信息,该研究是逐层打印的第一篇文献。1982 年 Joseph Blanther 发明了用蜡板层叠的方法制作等高线地形图的技术。1984 年,三名法国工程师申请了立体光刻工业的专利,随后因为受限于计算机数字化建模、激光、材料等多方面因素,增材制造技术不具备商业前景而放弃了该项专利。而具有商业头脑的商人查尔斯胡尔(Charles W.Hull)获得了这项专利,并规定了 STL 的文件格式和数字切片的方法,使用紫外线固化光敏聚合物成型,通过这项专利,查尔斯成立了 3D system 公司,这是 3D 打印产业的萌芽期。
80 |
81 | 
82 |
83 | **发展阶段(1984-2006 年):**3D 打印技术在 1984-1996 年得到了商业化,SLA(1984)、FDM(1988)、SLS(1992)、3DP(1993)、EBM(1994)以及 SLM(1995)等目前主流的增材制造技术相继出现,而由于当时激光器功率较小,光纤激光器无法完全熔化金属,因此前期的 3D 打印技术主要围绕树脂等非金属材料,或者类似于 SLS 技术在金属表面附着一层非金属材料实现粘结,在性能上有所欠缺;
84 |
85 | 随后在 1996-2006 年 3D 打印技术快速发展,1996 年 3D system,Stratasys 和 Z Corporation 在上述已有技术的基础上,分别推出了新一代的优化技术如 LENS、DLP 等,行业内诞生了专注于某项技术的专业化公司,如 DTM(SLS 技术)、Arcam(EBM 技术)、Objet(Polyjet 技术)等,专业化分工的出现意味着产业规模开始扩大,同时工业级的设备开始逐步成型,相较于消费级和科研级的设备,工业级设备在成型效率、尺寸以及工作功率等方面具有明显优势。此外,海外较为成熟的技术开始应用于汽车、航空、齿科等领域。2002 年,国内高校如清华大学、华中科技大学、西安交通大学等开始研究 3D 打印,并研制出少量成型的样机,这些早期接触 3D 打印的高校是目前国内 3D 打印产业界和学术界的重要力量,在这个时期,国内开始出现市场化的企业,如上海联泰等,增材制造行业进入了上升期。
86 |
87 | **成长阶段(2006 年至今):**2006 年以来,行业进入了快速上升期,行业内有名的开源项目 RepRap 和 Fab@home 的出现以及 FDM 等专利技术的到期将消费级 3D 打印推上快车道。老牌增材制造企业如 3D system 开始了大量的并购,账目上积累的商誉成为日后的隐患。金融危机之下,增材制造被寄予厚望,奥巴马国情咨文的演讲将 3D 打印行业推上新的高潮。国内对于增材制造技术的关注也源于海外的一片火热,2012 年《十二生肖》中快速成型的技术引起人们的关注,随后 2014 年桌面级 3D 打印的热潮席卷国内,短短一年内涌现出上百家企业,国内增材制造进入过热期。在此之前仅有北京太尔时代和杭州铭展等少数企业,大部分企业从事的是两头在外的销售模式,核心技术和需求均依赖海外,因此在需求证伪的情况下进入了寒冬,短短两年内大量企业倒闭。在顶峰期大量收购企业的打印设备巨头 3D system 账面上累计的商誉陆续减值,行业内外的资本退潮和补贴的退坡加速了产能的出清,随之而来的质疑让从业者的迷茫加深,行业进入低谷期;
88 |
89 | 
90 |
91 | 2016 年,国内经过军队改革,新型号武器定型列装,带动增材制造等新技术逐步提高渗透率,这个阶段在航空航天领域使用增材制造的比例和价值量不断提高,行业内以铂力特、华曙高科为代表的企业也进入了资本开支快速提升的阶段。尤其是 2020 年以来,随着全球供应链的冲击加剧,地缘政治局势动荡等因素,增材制造行业重新获得人们的关注,二级市场中如铂力特估值快速提高,一级市场投融资速度明显加快,大量资本开支和一级融资项目的出现标志着行业进入到快速发展期。
92 |
93 | 
94 |
95 | ## 1.4 产业政策助力行业健康发展
96 |
97 | **背景介绍:**自 3D 打印技术诞生以来,一直面临与传统工艺的对比,因此产业的发展以及政策扶植一般来源于现实的危机。1998 年,受到东南亚经济危机的冲击,需求变得不稳定,同时供应链的安全被各国政府愈加重视。以美国为代表的发达国家制定了一系列 3D 打印相关的技术发展路线图催化相关产业的成熟。当时由美国国家制造科学中心领导的增材制造技术路线图开发得到了美国工业界、政府界以及学术组织的支持,形成的路线图将快速成型技术分为三个子类别,包括设计验证系统、过渡技术系统以及直接制造系统,它预测了行业的演进,虽然相关术语时至今日已经改变,但大体框架却保留了下来;
98 |
99 | 
100 |
101 | 此后,在 2009 年,全球性的金融危机带来了供应链的断裂以及需求的不确定性增强,美国政府将增材制造技术视为走出危机的重要技术路径。2009 年 12 月,奥巴马政府发布《振兴美国制造业框架》的政策纲要,将人工智能、3D 打印和机器人作为重振美国制造业的三大支柱。在 2009 年度增材制造路线图研讨会上,来自学术界、工业界和政府的 65 位专家共同制定了未来 10-20 年的增材制造研究的路线图,与会者在研讨会上提交白皮书,阐述对增材制造的看法以及未来的技术实现路径,涵盖了 26 条具体建议。与 1998 年的路线图不同,2009 年的路线图更加着重于研究领域,执行的机构大部分为研究机构,其中工业界参与度只有 32%,而大学等研究机构占比高达 45%,因此主要是用于课题的研究,因此相较于 1998 年路线图的前瞻性和准确性有所差距;
102 |
103 | 
104 |
105 | 美国国家增材制造创新机构 America makes 每隔一段时间组织力量对增材制造的技术发展路径进行制定,目前最新的一版为 2018 版。2016 年 9 月,在俄亥俄州,AMSC 组织了第二次面对面的闭门会议,审定了路线图的初稿,项目组分为八个小组,每个小组致力于特定领域最新的技术路线图对现有标准和开发中的标准进行编目,并根据需求修订新标准,随后进行差距分析,根据这些因素起草路线图,标准包括了设计、工艺、材料、资格认证、评估和后续维护等多个领域;
106 |
107 | 
108 |
109 | 2020 年以来,全球供应链遭遇冲击,以供应链弹性为核心的生产方式得到制造业的认可,增材制造具有无库存柔性生产等特点,因此在供应和需求不确定的情况下实现按需生产,因此近年来逐步得到各国政府的重视。下面列举了国内和国外近年来有关领域的产业政策:
110 |
111 | **国内政策方面:**增材制造技术在航空航天领域的率先应用以及在民用领域的广阔前景被世界各国政府逐步认可,在我国,金属增材制造技术的发展并不落后于海外,这得益于我国出台了较多的产业政策扶持增材制造技术,并制定了行业标准引导产业的健康有序发展。2020 年 2 月,工信部联合标准委员会发布《增材制造标准领航行动计划(2020-2022)》,明确提出了立足我国国情同时对标国际先进水平的增材制造标准体系,并提出了发展目标。在十四五规划中,明确了发展增材制造技术的重要性,并将其列为未来规划发展的重要领域;
112 |
113 | 
114 |
115 | **海外政策方面:**受到 2020 年以来全球供应链中断和人工成本提升的扰动,各国政府尤其是欧盟和美国等发达国家积极推动增材制造技术的使用,以帮助当地企业完成再工业化,恢复供应链的安全稳定。因此,美国和欧洲相继推出了增材制造技术路线图,2022 年年中,拜登政府推出了 AM forward 计划,旨在使用增材制造技术提高中小企业的竞争力。
116 |
117 | 
118 |
119 | ## 1.5 新形势下,全球供应链重塑带来增材制造的快速发展
120 |
121 | 二十世纪二十年代以来,全球主要面临三大矛盾:原材料价格高位滞涨、供应链安全遭遇挑战和国际冲突日益尖锐——物流成本抬高、生产效率降低,逆全球化的思潮冲击了人们本就脆弱的信任,供应链安全遭受挑战,地缘政治和局部冲突加剧了地区的不安全感,提高了对于快速响应和武装军队能力的要求,三大矛盾相互影响,构成了当今全球供应和需求双双不稳定的新局面;
122 |
123 | 增材制造的出现让各国发现了新形势下缓解原材料价格高位、供应链不稳定以及装备产能瓶颈的新方法——增材制造的材料回收率相较于传统工艺高、短流程的生产模式适合产业工人短缺以及基础工业薄弱的国家,而在国际地缘政治中受到威胁的国家,快速成型技术可以使其短期内具备较强的武装力量,因此近期各个国家都在积极使用增材制造技术解决其面对的问题;
124 |
125 | 以沙特为例,2022 年 12 月中国代表团访华期间,沙特各企业与中国签署了一系列企业合作协议,涵盖了运输、物流、医疗、建筑和制造业等等领域,协议价值高达 300 亿美元,其中代表团中出现了中国的 3D 打印企业西帝摩,沙特使用增材制造技术解决其油井钻头的更换,其无模具短流程短周期的特点,使其实现了钻头的快速更换。而沙特独特的地理条件和薄弱的工业基础也使其无法实现大规模的铸造,因此增材制造将成为其解决自身供应链安全、减少库存备货和仓储物流成本的重要方法。
126 |
127 | ## 1.6 小结
128 |
129 | 作为新兴工艺,通过降维成二维烧结逐层堆叠的加工模式,增材制造具有传统的变材制造和减材制造不具备的优势,对于超复杂结构、短周期高柔性需求以及高性能要求部件,其适应能力更强,制造成本更低。经历了上升期、过热期、低谷期,在 2016 年军队体制改革完成后新的武器装备定型以及 2020 年供应链不稳定性的背景下,增材制造逐渐被人们重视,各国纷纷出台产业政策扶持,行业进入了快速发展期,我们认为增材制造技术已经步入技术成熟度曲线的第四阶段。
130 |
131 | # 二、行业竞争格局
132 |
133 | ## 2.1 产业链情况
134 |
135 | 3D 打印行业大致可以分为上中下游三个环节。其中上游环节为原材料及零件,包括 3D 打印原材料、核心硬件和软件等,中游为 3D 打印设备和服务,其中在产业发展初期国产化率尚不高的情况下还存在 3D 打印设备代理商,下游主要为航空航天、汽车、医疗、消费及电子产品等领域:
136 |
137 | ### 上游——增材制造行业上游主要包括 3D 打印原材料、核心硬件和软件服务
138 |
139 | **3D 打印原材料:**是影响产品质量的重要因素,目前使用的金属粉末要求纯净度高、球形度、粒径分布窄、氧含量低。目前国内的金属 3D 打印材料已经基本满足国产设备及下游需求,设备厂商一般与第三方材料厂商合作开发各类金属材料及熔融工艺,少量 3D 打印设备及打印服务厂商会自主生产金属 3D 打印材料。目前国内比较知名的 3D 打印粉末提供商包括有研粉材、中航迈特、威拉里、宁波众远、西安赛隆等;
140 |
141 | 
142 |
143 | **核心硬件:**增材制造使用的核心硬件包括振镜和激光器,目前国内大部分企业主要采购自美国和德国,存在依赖进口的情况(以华曙高科为例,2022 年上半年振镜国产化率为 0.9%,激光器国产化率为 30.1%)。随着国产振镜和激光器的研制成功及性能提升,目前已实现部分进口替代。比较有名的激光器或振镜提供商包括锐科激光、创鑫激光、大族斯特、正时精控、金橙子等;
144 |
145 | 
146 |
147 | **软件服务:**3D 打印软件包括工业软件及应用软件,应用软件主要是产业链上下游主体基于需求开发提供,如辅助设计、工程处理、仿真模拟、智能处理软件,工业软件系统指控制 3D 打印设备的控制系统,是 3D 打印设备的核心中枢。目前行业内的大部分设备的工业系统大部分向第三方采购,软件性能提升依赖于软件服务。国内比较有名的工业软件服务商为安世亚太。
148 |
149 | ### 中游——增材制造行业中游主要包括 3D 打印设备制造商和设备技术服务提供商:
150 |
151 | **3D 打印设备:**其中 3D 打印设备是中游、也是产业链的核心主体。增材制造设备制造商研发、生产打印设备提供给下游客户使用,并根据客户反馈不断更新换代,向上游传递市场需求,推动产业链水平提升;
152 |
153 | **3D 打印服务:**近年来,随着增材制造需求的提升,出现了增材制造服务提供商,主要通过 3D 打印设备为客户提供打印服务及各类衍生的技术服务;
154 |
155 | **3D 打印设备代理商:**由于打印应用需求的增多以及打印设备厂商数量的提高,代理设备销售的中介企业也逐渐增多,随着上下游分散化趋势,代理设备企业将会进一步提高影响力。
156 |
157 | ### 下游——主要是各下游应用领域,包括航空航天、汽车、医疗、教育等领域。
158 |
159 | 目前由于增材制造行业最有活力的领域是航空航天,因此主要的客户结构来自于科研单位及高校、各大巨头企业的研发部门以及军工单位的下属院所,此外增材制造在快速修复的领域的优势使其在有相关需求的企业中有所应用,比如油气勘探中的钻头修复和更换,就使用了增材制造技术。
160 |
161 | 
162 |
163 | **公司间业务种类犬牙交错:**经过多年的发展,产业链中分化出多种增材制造企业类型,他们业务相互交错,形成了独特的业态分布:
164 |
165 | **纯粹的增材制造企业:**以铂力特、华曙高科、飞而康、鑫精合为代表的企业,为了扩充体量、争取足够多政策和融资的支持,大多向产业链上下游进行延伸,在多个领域进行布局,形成了增材制造的产业生态。同时,近年来,在军民融合和武器定型放量的大背景下,军工的订单呈现出“小核心,大协作”,即以主机厂为核心,在国内军民企业中寻找配套厂商,民营企业深度参与武器装备的研发、试制和量产。在这一背景下,增材制造企业也深度参与了航空航天领域零部件的试样,得益于军品订单的快速释放,行业内的部分头部公司纷纷拓展了从粉末到设备到服务的全产业链生态;
166 |
167 | **传统业务转型的巨头:**以天工国际、有研粉材、抚顺东工、敬业增材和钢研集团为代表的传统行业巨头纷纷入局,该部分企业凭借自身资本、产业、技术以及客户渠道等资源优势,在产业中取得了一定的优势;
168 |
169 | **下游客户研发部门:**此外还有一些行业参与者,他们属于各企业的科研单位,他们既是下游的终端客户,同时也参与到产业链的各个环节,是产业内不可忽视的力量。例如各大主机厂的科研单位,他们也会采购和招标金属增材制造设备,建设打印服务中心,以满足自身科研和批产的需求。
170 |
171 | 
172 |
173 | ## 2.2 竞争壁垒
174 |
175 | ### 技术传承
176 |
177 | 目前主流的增材制造技术主要分为选区熔化和直接能量沉积两条,下面将讲述两条技术路线的技术传承:
178 |
179 | - **选区熔化:**选区熔化技术主要包括激光选区烧结(SLS)、激光选区熔化(SLM)以及电子束熔融成型(EBM)等。选区激光烧结(SLS)技术最早由美国德克萨斯大学奥斯汀分校的 Carl Deckard 学者在其硕士论文中首次提出,此后由 DTM 公司将其商业化,即 SinterStation 2000,随后的 DTM 为 3D System 公司收购,而最早广义的 SLS 包括了非金属和金属两种加工工艺——区别在于非金属烧结对温度场和气氛控制的要求较高,而金属烧结则对激光能量密度和控制精度有较高要求。由于 SLS 技术在烧结金属的过程中,金属并未完全熔融,因此成型后的零部件在性能上有所缺陷,因此诞生了 SLM 技术,与 SLS 的区别在于金属粉末在加工过程中被快速熔化。SLM Solution 是选区激光熔融(SLM)路线的先行者,此后涌现出 3D system、EOS、雷尼绍以及 GE 等公司,技术路线得到了快速发展。早期在激光器功率不够的情况下,烧结金属的温度不达标,因此主要采用粉末外层包覆复合粘结剂的方式烧结,随着近年来高功率激光器的出现,直接烧结金属的工艺也愈发成熟。国内高校最早于上世纪 90 年代引入 SLM 技术,西北工业大学、华中科技大学以及北航等学校研究较多。2010 年以后,铂力特经过市场调研,瞄准了 SLM 技术作为主要的攻关方向,随后逐步形成了 EOS 代理加工、自研设备和打印服务的收入结构。DTM 的创始人许小曙从 3D system 离开后,回国创办了华曙高科,由 SLS 技术向 SLM 路线延伸,并逐步发展出非金属和金属两大技术路线。此外,EBM(电子束熔融成型)由瑞典的 Arcam 最早商用化,随后在国内的清华大学、西北有色研究院等研究机构有所应用,目前国内主要是清研智束、西安赛隆等企业;
180 |
181 | - **直接能量沉积:**能量沉积包括电弧增材制造(WAAM)、激光立体成型(LSF)、电子束能量沉积(EBFF)等。电弧增材制造技术主要是起源于英国的克兰菲尔德大学,随后挪威钛等公司将其商业化落地,国内的南京理工大学、华中科技大学以及西安交通大学凭借焊接领域的积累,研究成果先后在英尼格玛、武汉天昱以及西安增材创新研究院落地转化。激光立体成型最早由美国各高校的国家实验室发明,其中技术水平较为领先的是美国能源部下属的 AreoMet,此后国内如西工大、北航等高校也开始了研究,并在中科煜宸、鑫精合、北京煜鼎、铂力特等企业进行了成果转化。而电子束能量沉积技术由于应用较少目前国内没有知名的企业。
182 |
183 | 
184 |
185 | - **竞争门槛:**增材制造是高科技、高附加值的技术密集型产业,技术壁垒高、设备资本投资大,同时在生产工艺、性能指标上较传统制造业有更高的技术要求。另外,产业定制化属性也使得公司需要深度参与客户产业的产业前期论证和定制化设计,具有较强的客户黏性。目前增材制造技术尚处于产业快速成长期,因此核心技术团队在经验上的积累十分重要,先发者具有人才和数据库优势:
186 |
187 | - **技术壁垒:**由于增材制造设备涉及到粉末的快速烧结和冷却,因此振镜的精确定位、风场对粉末溅射的抑制和晶格结构的形成等方面技术难度较高,目前仅有少数增材制造企业掌握性能达到锻造水平的飞机承力结构试验件的生产工艺,具有较高的技术壁垒;
188 |
189 | - **认证资质壁垒:**由于目前增材制造的零部件主要应用于航空航天高端领域,下游客户对于保密性和可靠性要求较高。此外,目前航空航天下游客户以飞机、导弹、卫星等零部件制造商为主,隶属于航空工业、航天科工、航天科技等企业,相关研发体系中的研发人员人脉背景较为封闭集中,因此具有较强的客户渠道壁垒。此外,由于航空航天产品每个型号均需要经过立项、试制、预研、试飞、列装等不同阶段,产品定型后,供应商更改的难度较大,因此深度参与型号预研的产品供应商在型号落地后,也会进入稳定的合格供应商名单,新进入者短期内无法进入,只能针对新型号进行试制和预研,因此具有很高的进入壁垒;
190 |
191 | - **人才壁垒:**由于增材制造行业目前处于快速发展期,因此不同的技术路线尚未成熟,需要大量的研发人员投入研发和试错,有经验的增材制造工程师可以针对需求设计零部件结构和支撑,由于增材制造技术的前部设计需要结合专业知识,在零部件加工时深度介入,而核心人才团队可以有效的针对需求设计响应的结构,从而完成业务,因此核心骨干团队非常重要;
192 |
193 | - **先入壁垒:**增材制造产业属于 know-how 领域,设备的稳定性和控制的精度直接决定了成型零部件的成品率和性能,因此熟悉工艺、具有设备制造技术的先入者凭借多年来积累的数据库和实践经验在产业链中通过长年的设备迭代,在设备的稳定性和零部件的成型经验上积累了较多的数据,具有较强的先发优势。另一方面,由于增材制造粉末价格较高,而累计的品牌效应将使得客户在面对高价值量零部件的情况下更倾向于选择具有成熟经验、品牌力强的供应商。
194 |
195 | ## 2.3 设备大型化、打印中心出现及国产替代趋势明显
196 |
197 | **行业趋势:**虽然国内整体的增材制造水平较国外有较大的差距,但国内头部的金属增材制造企业经过多年的发展和积累,在产业化应用和规模生产方面已经处于国际领先水平。尽管在其他行业的研究中,投资者普遍性的将国内的上市公司与海外的公司进行对比,但我们需要指出——海外上市的增材制造企业主要为民用领域为主,技术也主要是粘结剂喷射、光固化等成本低、精度低的路线为主,而国内已上市和待上市的增材制造企业则是高精度、高成本的 SLM 等技术路线。除了由于海外高精度、高价值量的增材制造企业大多是某巨头的业务部门(如 GE additive)或家族企业(如 EOS)暂未上市计划,国内近年来航空航天大量的业务需求也使得行业内公司营收规模达到了上市条件,因此国内外上市的增材制造企业并不能简单的横向对比。而下游客户的需求牵动了产业链的发展升级方向:1)航空航天领域集中式的需求爆发,带动上下游军民企业加工中心的出现,2)主战装备大型零部件的需求提高,带来了对于增材制造设备大型化的需求,3)航空航天自主可控的要求促使国产核心零部件的替代进程加快:
198 |
199 | **设备大型化:**增材制造在大型钛合金件上的应用已逐渐成熟,针对下游客户的需求,增材制造企业不断提高装备的尺寸,以铂力特为例,其开发的 S 系列设备从 S210 的 100mm 尺寸到 S1000 的 1000mm 尺寸,在尺寸变大的同时,激光头的数量也随之增多,成型效率从 15 立方厘米每小时上升到最高 300 立方厘米每小时,提高了 20 倍。根据产业调研信息,每多一个激光头,成型效率提升在 20-50%左右不等,目前尚未见到瓶颈。此外,由于打印舱体的空间有限,目前激光头和振镜的数量是效率提升的瓶颈,因此利用振镜对激光进行分光的技术将是未来增材制造成倍提升效率的重要技术;
200 |
201 | 
202 |
203 | 小核心大协作下的加工中心出现:随着航空航天领域重点型号的定型,以主机厂为核心,民参军企业配套的趋势越来越明显,由此诞生了两种加工中心的模式:
204 |
205 | **1)小核心引导产业链升级:**主机厂出于供应安全及性能要求的考虑,参与加工中心的建设。主机厂布局打印中心与“小核心大协作”并不违背,而是一种产能补充。通过自建打印中心,下游客户更加直观的了解到行业发展情况,也能带动整体产业链升级:
206 |
207 | 中航沈飞布局增材制造带动产业链需求:2022 年 9 月 26 日,中航沈飞发布公告,全资子公司与沈北新区政府、沈阳航产集团三方签订《战略合作框架协议》,协同推进航空复材加工、钛合金成型及增材加工、沈阳航空智造生产基地等首期重点项目建设。本次建设旨在发挥供应链链长作用,完善新材料、新工艺布局,提升供应链配套质量及效率,缩短响应时间。我们预计,本次合作将为航空航天领域的增材制造设备的需求提供助力,并实现相关龙头企业业绩的快速增长;
208 | 航天六院增材中心建设启动:2021 年 9 月中心启动了产业化厂房建设及改造工作,2022 年 3 月启动一期项目建设,快速推进产业化实施。2022 年下半年,6200 平米厂房已经改造完毕投入使用,一期共有 40 台设备,已有 39 台设备投入使用,保证了先进动力型号的研制,与此同时,公司同步启动了产业化二期及三期项目的论证工作,目前已经完成二期及三期项目招标工作。11 月底设备陆续到位并于 12 月完成安装,随着二期三期项目的推进,下游需求快速增长,牵动产业链发展升级。
209 |
210 | **2)大协作加速扩产配套:**随着航空航天领域重点型号的定型,军工小核心大协作的趋势越来越明显。前期投入研发的企业纷纷建立起自己的打印服务中心,以铂力特、飞而康、鑫精合、钢研极光、河北敬业等为首的企业批量生产或购买打印设备进行航空航天核心零部件的打印工作,相关企业加快资本开支建设大中小型打印中心,为上游设备企业带来了较大的营收增长,以湖南华曙高科为代表,可以发现前五大客户中军工客户比例明显提高,此外军工客户的采购量也快速提升,公司产能利用率维持高位,体现出下游客户需求不断提高。此外,铂力特四期定增项目主要目标是建设金属增材制造粉末车间及 3D 打印服务中心,共计设备 505 台/套,意味着头部玩家开始进入批产阶段。
211 |
212 | 
213 |
214 | **国产化替代加速:**国产化替代既是下游客户为了自身供应的安全性和多元化的必然要求,同时也是设备制造商自身出于降本增效,提高产品竞争力的考虑,市场竞争的结果。与十年前国内大量采用海外进口设备相比,近年来国产增材制造设备的市占率逐步提升,以铂力特为例,上市前,铂力特的海外设备制造商代理收入占比高达 27.5%,近年来公司加大自研设备研发投入,代理业务逐渐减少,2022 年公司实现了设备的全部自研。同时,设备制造商也在积极探索核心零部件的国产化。对于激光选取熔化路线(SLM)来说,目前主要的核心零部件包括振镜、激光器、花键、电机,其中振镜和激光器国产化率仍然处于较低水平,也是设备中价值量较高的核心零部件。根据华曙高科答复函,2022 年上半年,国产激光器如创鑫激光已经实现部分供货,单价为 2.75 万元,相较于公司整体采购价 4.55 万元下降较多——一方面是由于公司采购较多的进口 IPG 激光器具有效率高、能耗低、精度高等优点,同时运行时功率衰减少,具有良好的稳定性,因此相较于其他激光器价格较高;另一方面是由于国产激光器生产成本、议价能力相较于海外激光器低。因此综合来看,近年来随着国产激光器厂商的加入,激光器的平均采购价格逐年降低。
215 |
216 | 除了目前较为清晰的三大趋势以外,拓扑优化也愈发成为近年来人们关注的重要话题,站在当下时间点来看,虽然目前第三方的拓扑优化团队尚未形成规模,但随着下游需求的多元化以及客户群体的分散化,我们认为,针对特定客户和特定场景的拓扑优化将成为主流。增材制造与拓扑优化彼此需要、相互促进,甚至带来新的需求:
217 |
218 | 
219 |
220 | 除了目前较为清晰的三大趋势以外,拓扑优化也愈发成为近年来人们关注的重要话题,站在当下时间点来看,虽然目前第三方的拓扑优化团队尚未形成规模,但随着下游需求的多元化以及客户群体的分散化,我们认为,针对特定客户和特定场景的拓扑优化将成为主流。增材制造与拓扑优化彼此需要、相互促进,甚至带来新的需求:
221 |
222 | 1) **拓扑优化与增材制造彼此需要:**拓扑优化是一种根据给定负载情况、约束条件和性能指标,在给定区域内对材料分布进行优化的数学方法,因此拓扑优化主要是基于有限元网络而非几何的。目前连续体拓扑优化的研究已经较为成熟,比较知名的工业软件包括美国 Altair 公司的 Hyperworks 系列软件中的 OptiStruct 和德国的 Fe-design 公司的 Tosca(目前已经被达索收购,集成到 Abaqus 中)。拓扑优化和增材制造的集成能够充分发挥两者的优势和潜力。区别于传统的经验式的设计模式和面向设计的性能评估,拓扑优化实现了根据性能要求建立模型,并针对需求进行优化。而经过拓扑优化的方案存在的大问题是结构形式复杂、可制造性差,而拓扑优化是通过有限元分析和计算机仿真模拟计算的结构,因此只有在不考虑结构工艺约束的情况下才能发挥最好的效果。早年间工程师尽管通过拓扑优化设计了很多结构独特、高性能的产品,但是往往囿于工艺限制不得不进行妥协,遵循“实现性优先”,舍弃原有的优势。增材制造的出现解决了这一问题,通过堆叠的方式将三维的实体转化为二维的加工过程几乎对复杂度不敏感,从而实现了自由化的设计。因此企业可以根据自身需求设计并打印复杂的产品,不再受到工艺和制造资源的束缚的工程师也能够真正实现“设计即生产”,因此增材制造让拓扑优化的价值得以完全发挥。同时,另一方面看,增材制造离不开拓扑优化,由于增材制造的原材料价格较传统工艺高,因此要实现平价甚至经济上的优势,拓扑优化是重要的方法。通过拓扑优化确定和去除不影响零部件刚性的材料,在满足功能和性能要求的基础上实现轻量化,不仅美观独特,而且节省了大量材料,尤其是昂贵的原材料。因此从这个角度来看,拓扑优化与增材制造相辅相成、互相成就,拓扑优化技术是增材制造工业软件的核心技术之一;
223 |
224 | 
225 |
226 | 2)**设计评估与自反馈闭环:**增材制造的零部件在打印前、中、后期均需要进行评估,典型的评估方法包括性能仿真和点阵仿真。在打印过程中往往会碰到过度变形、部件开裂、刮板碰撞、支撑断裂等等问题,这与打印前的仿真模拟息息相关。与传统方式不同,增材制造的成本很高,无法承担多次打印失败的风险,因此仿真环境尤为重要,而全数字化的设计及加工方式也为数字孪生提供了可能。由于增材制造涉及到材料的快速熔化和凝固,因此对于熔池的动力学控制以及晶体结构的生长要求更高。一款设计方案诞生后,需要进行数字仿真模拟,然后根据仿真模拟结果优化设计和支撑方案,接着进入下一轮的模拟,直至通过模拟测试。随后,在设备中进行线程试验,试验过程中,软件进行实时模拟仿真,预判可能出现的问题并及时调整。打印结束后,根据部件后续的性能测试进一步优化设计方案,形成闭环;
227 |
228 | 
229 |
230 | 3)**创新设计拓展新的需求:**在目前的增材制造应用中,下游往往会希望增材制造能够替代已有的零部件的制造工艺,诚然,这是目前下游客户最容易接受的路径,但我们同时需要指出,尽管目前大部分的需求仍来自于已有的工艺替代的需求,但新的需求将诞生于创新的设计——例如文创产品,通过拓扑优化和点阵设计的文创产品将引发消费者的购物欲望,从而催生出新的需求。因此,从供给端的角度来看,将来随着增材制造的特性与创新性的设计结合,将在更多的领域催生出新的需求。
231 |
232 | ## 2.4 增材制造成本下降曲线分析
233 |
234 | **增材制造成本拆分:**为了分析增材制造的成本下降的可能性,我们将增材制造加工过程分为八个过程,分别为气体消耗成本、设备调整成本、冷却分离和表面处理成本、设备维护成本、粉末成本、电能消耗成本和折旧成本,此外,还有预先设计与研发的支出成本。在这些成本中,气体消耗成本、设备调整成本、冷却分离和表面处理成本、设备维护成本等均属于历史统计即可得出的数据,由于技术进步较慢等原因在短期内不会发生太大变化,而粉末成本、电能消耗成本以及折旧成本,由于与零部件的情况相关,因此需要具体分析;
235 |
236 | 我们将历史相关的成本参数进行了估计,并以一个具体的零部件为例分析相关成本结构以及敏感度。我们假设了一个零件大小 935mm*526mm*1463mm 的钛合金零部件,由于粉末烧结过程需要附加额外的支撑结构以维持零部件的形状,此处假设支撑部分占零部件的比例约为 10%,模型复杂度方面,设定单层层高为 20μm,模型复杂度为 0.06(即零部件实际成形速度相对于打印机堆积效率的比,越小说明越复杂),以铂力特 S1000 打印机为参考,得出最终的成本大约为 119 万元,其中折旧费用和粉末成本最高分别占比 48.3%和 36.6%;
237 |
238 | 
239 |
240 | 与铂力特对比可知,打印服务方面,原材料成本、人工费用以及制造费用分别占比约 20%/20%/60%,其中人工费用、制造费用高于模型的主要原因包括前期设计成本和后处理成本等。敏感性分析方面,粉末价格变动 ±20%,成本变动 ±7.3%;设备价格价格变动 ±20%,成本变动 ±9.6%;人均薪酬变动 ±20%,成本变动 ±1.8%;
241 |
242 | 
243 |
244 | 
245 |
246 | 根据我们对柏灵激光、飞而康、威拉里、西安赛隆等企业的调研,2012 年以来,设备端成本下降了 4/5、材料下降了 3/4、效率提升四倍、所需支撑下降了 33%,良品率提升了 10 个百分点,分析成本下降的主要原因是加工效率提升带来的单缸机时的下降、规模生产粉末的价格下降、支撑优化后粉末用量的下降。根据我们的模型计算,2012 年以来总成本下降了 84.2%,预计未来到 2025 年设备成本下降 50%,材料价格下降 20%,沉积效率提升 3 倍,支撑比例不变,良品率提升 3 个百分点,总成本下降一半。由于增材制造计算成本是按照机时折旧与粉末消耗为主,因此与注塑成形和粉末冶金相比,在零部件数量满足一定条件的情况下,将具有优势;
247 |
248 | 
249 |
250 | 据此我们可以画出 2022 年当前时间点下,某款具体的 3D 打印零部件的成本与注塑成形、粉末冶金零部件的对比,需要指出的是,一缸粉末增加额外数量的零部件的边际成本几乎相当于粉末本身的成本,因此严格意义上来说,3D 打印零部件的成本应该呈现阶梯式跳跃上升。根据我们的模型推算,3D 打印在 2022 年的技术水平之下,打印 400 件以内的某款零部件的成本相较于注塑成形有较大优势,而假设到 2024 年技术有所提升,各项成本有所下降,效率提高之下,增材制造可以实现 400 件的成本低于粉末冶金。同时我们可以看出,到 2025 年,打印零部件数量达到 1600 件时,3D 打印成本才会高于注塑成形,反映出随着 3D 打印技术的进步带来的成本降低,3D 打印成本相比传统工艺存在优势的零件数量级逐渐变大,增材制造批产的应用空间不断提高。
251 |
252 | 
253 |
254 | **成本下降未来可期:**近年来成本下降呈现加速趋势,主要原因是 17 年以后多激光头的出现、下游需求旺盛带来粉末规模效应提高等因素,我们认为未来增材制造降本的主要思路包括:1)新的技术路线;2)打印效率提高带来的机时下降;3)粉末价格的下降;4)拓扑优化和支撑优化减少粉末用量,未来随着增材制造的成本降低,将带来更多的需求应用。
255 |
256 | ## 2.5 小结
257 |
258 | 增材制造的产业链大致分为上游的原材料、核心零部件以及软件服务,中游的打印设备和打印服务以及下游的具体应用等。经过多年的发展,产业链衍生出不同类型的企业,包括了纯粹的增材制造企业,为了争取足够的资源,他们大多依靠自身优势向产业上下游延申,形成自身生态;也包括了传统业务转型的巨头,凭借自身积累在产业内取得了一定优势;还有一些下游客户自身的研发部门,由于对自身行业有较多了解,因此通过与设备厂合作参与到打印加工环节,拥有一定的议价能力。从技术传承来看,增材制造大致分为选区熔化路线和直接能量沉积路线,相似路线可以延伸和拓展。同时,增材制造具有一定的竞争门槛,包括技术壁垒、认证资质壁垒、人才壁垒以及先入壁垒。从行业发展趋势来看,国内和海外上市企业出现了一定的分化,国内的增材制造企业朝着设备大型化、打印服务规模扩大化以及国产化替代的方向发展。同时,未来随着增材制造下游应用越来越多,第三方的拓扑优化企业将会越来越多,通过将增材制造的工艺和行业知识结合,传统的设计方法将会被面向需求的拓扑设计方法替代,并衍生出更多新的需求。最后我们根据产业调研和历史数据拆解了当前增材制造的成本结构,得出了在一定的生产数量内增材制造的成本低于注塑成型和粉末冶金,随着增材制造各环节成本的降低,将其临界数量将逐渐右移,带来更多的需求应用。
259 |
260 | # 三、行业需求情况
261 |
262 | 全球 3D 打印市场进入快速发展期,我国增速突出:经过多年发展,增材制造产业进入了快速发展发展期,根据《Wohlers Report 2022》报告显示,2021 年全球增材制造市场规模达到 152 亿美元,同比增长 19.5%,其中产品市场规模为 62.29 亿美元,同比增长 17.5%,服务收入为 90.15 亿美元,同比增长 20.9%,2017-2021 年年复合增速 20.1%。根据报告预测,到 2025 年增材制造收入规模较 2021 年将增长近 2 倍,达到 298 亿美元,到 2031 年增材制造收入规模将较 2021 年增长 5.6 倍,达到 853 亿美元。而我国的增材制造产业近年来增速明显快于全球,根据中国增材制造产业联盟估算,2021 年我国增材制造企业营收约 265 亿元,近四年平均增长率约为 30%,较全球平均增速高出近 10 个百分点,2021 年,50 家规模以上企业总营收达到 91.2 亿元,比 2020 年的 65.5 亿元增加近 30 亿元,同比增长 39.2%。根据赛迪顾问预测,未来三年我国 3D 打印产业复合增长率为 24.1%,2024 年产业规模增长至 500 亿元;
263 |
264 | 
265 |
266 | 工业级增材制造设备明显增多,其中金属近十年增长十倍:根据《Wohlers Report 2022》显示,2021 年全球工业级增材制造设备(指面向工业且售价在 5000 美元以上的机器)销售量达到 26272 台,较 2020 年增长 24.9%。过去十年全球金属增材制造设备销售量实现了超过十倍的增长,2021 年度全球金属增材制造装备销售量约为 2397 台,较 2020 年增长了近 10.7%;
267 |
268 | 
269 |
270 | 下游应用领域多元化,应用深度不断拓展:增材制造已经被广泛应用于航空航天、汽车、医疗等领域,并逐步被尝试应用于更多领域。如航空航天领域,具有成本不敏感、性能要求高、减重需求大等特点,因此增材制造的先天优势较大,成为了近年来应用领域最多,价值量占比最高的领域。医疗/牙科领域定制化需求较多、消费者价格承受力强,同时时间周期较短,也非常适合使用增材制造产品。此外,在汽车、消费电子、科研等领域,增材制造均发挥着重要作用,因此在各个领域均具有较大的增长潜力。根据 Wohlers Report 2022 报告显示,2021 年增材制造主要应用于航空航天、汽车、消费与电子品、医疗/牙科、学术科研等领域。
271 |
272 | 
273 |
--------------------------------------------------------------------------------